





гост 32522 2013 мешки тканые полипропиленовые
Когда слышишь ?ГОСТ ?, многие сразу думают о плотности, разрывной нагрузке, стандартных размерах. Это, конечно, основа. Но в реальной работе с ткаными полипропиленовыми мешками этот документ — скорее отправная точка для споров с технологами и проверки того, что тебе привезли на склад. Частая ошибка — считать, что соответствие ГОСТу автоматически означает идеальный мешок для любого продукта. На деле, под тот же цемент или минеральный порошок, мешок по ГОСТу может быть сделан из нити с разной степенью вытяжки, что скажется на истираемости при фасовке на высокой скорости. Или петля — по стандарту вроде бы всё в порядке, а на линии постоянно цепляется. Вот об этих нюансах, которые в документе прямым текстом не прописаны, но критичны на практике, и хочется порассуждать.
Что на самом деле скрывается за цифрами стандарта
Возьмем, к примеру, ту самую плотность плетения, которая указана в ГОСТ . В теории — количество нитей на 10 см. На практике же вариативность огромна. Китайские производители, те же из ООО Сычуань Вэйцзянь Пластик, часто предлагают так называемую ?стандартную? плотность для мешков под сыпучие материалы. Но если брать для химического сырья, особенно пылящего или с мелкой фракцией, этой плотности может не хватить. Появляется ?пыление? — продукт просачивается сквозь ткань. ГОСТ нарушен? Нет, плотность формально соблюдена. Но мешок не выполняет свою функцию. Приходится заказывать с повышенной плотностью, что, естественно, дороже и требует отдельного обсуждения в спецификации, выходящей за рамки просто ?соответствует ГОСТу?.
Или контроль качества шва. Стандарт предъявляет требования к прочности. Но как именно сделан шов? Двойная строчка с обметыванием края или простая однониточная? Для тяжелых продуктов, тех же удобрений по 50 кг, этот момент ключевой. Видел случаи, когда мешки формально проходили по разрывной нагрузке полотна, но разъезжались именно по шву после падения с паллеты. Проверяли потом — нитка не та, да и шаг строчки слишком большой для такой нагрузки. Это уже вопрос к оборудованию и сырью, а не только к итоговым цифрам в протоколе.
Еще один момент — устойчивость к УФ-излучению. В стандарте есть упоминания, но часто этим пренебрегают, если мешки предназначены для кратковременного хранения. А на деле их могут оставить на открытой площадке на месяц-другой. Потом начинаются претензии: мешок стал ломким, порвался при погрузке. Стандарт здесь дает лишь общие рамки, а реальные сроки и условия стойкости нужно оговаривать отдельно, добавляя стабилизаторы в сырье. Это та самая ?надбавка? к цене, которую не все заказчики сразу понимают.
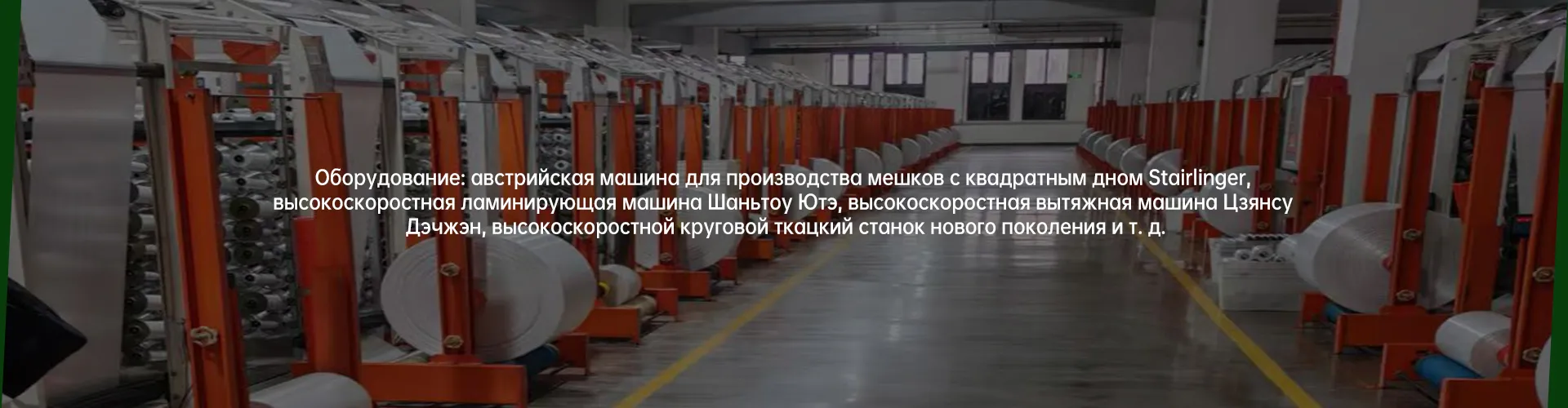
От рулона ткани до готового мешка: где теряется качество
Производственный цикл — это цепь. И слабое звено может быть не в ткани, а, скажем, при выкраивании или сшивании. Была у нас партия от одного поставщика (не буду называть) — полотно отличное, по всем параметрам тканые полипропиленовые мешки должны были быть надежными. Но на фасовочной линии начались постоянные обрывы. Стали разбираться. Оказалось, проблема в резке — использовался тупой нож, который не резал, а ?рвал? нити по краю, создавая микронадрывы. Под нагрузкой они расходились. ГОСТ на этапе контроля готового изделия такую дефектку может и не выявить, если проверять выборочно не те места. Поэтому сейчас всегда интересуешься не только сертификатами на ткань, но и на каких линиях идет пошив, как часто обслуживаются режущие блоки.
Важный практический аспект — совместимость с фасовочным оборудованием. Допустим, мешок идеален по стандарту. Но если у него плохо сформированы петли или они разной длины, автоматический зацеп на линии будет постоянно пропускать мешки, вызывая простои. Или клапан — если он слишком жесткий или, наоборот, слабый, его может не захватить шнек при заполнении. Это к вопросу о том, что ГОСТ мешки тканые полипропиленовые — это продукт, который должен работать в системе. И проверять его надо не только в лаборатории, но и в ?полевых условиях?, на тестовой фасовке.
Здесь, кстати, опыт компаний, которые работают на стыке производства и упаковки, очень важен. Смотрю на ассортимент того же ООО Сычуань Вэйцзянь Пластик — они делают акцент на клапанные мешки по технологии FFS. Это немного другая история, но принцип тот же: их инженеры сталкиваются с тем, как мешок ведет себя на высокоскоростной линии. Этот опыт часто трансформируется и в понимание нюансов для обычных тканых мешков, например, требований к скольжению полотна или устойчивости статическому электричеству при наполнении порошком.
Сырье: от марки полипропилена до оттенка белого
Все говорят ?полипропилен?, но это общее название. На практике используется первичный гранулят или регранулят, часто в смеси. ГОСТ не запрещает использование вторичного сырья с определенными оговорками, но это напрямую влияет на прочностные характеристики и, что важно, на цвет и запах. Мешок из регранулята может иметь сероватый оттенок и едва уловимый посторонний запах, который потом передается продукту, особенно если это пищевое сырье или чувствительные химикаты. Поэтому для ответственных грузов мы всегда оговариваем ?первичный полипропилен? — это должно быть явно прописано в договоре, иначе получишь формально годный по ГОСТу, но непригодный по факту товар.
Еще один тонкий момент — добавки. Красители, УФ-стабилизаторы, антистатические добавки. Их использование должно быть сбалансированным. Перебор с красителем может ослабить нить. А недостаток антистатика для минерального порошка — это гарантированные проблемы с пылением и налипанием продукта на стенки. Некоторые производители, особенно крупные, как упомянутая китайская компания, которая специализируется на многослойных барьерных мешках, имеют хорошую лабораторную базу для подбора таких составов. Для тканых мешков это тоже актуально, просто требования чуть иные.
На собственном опыте убедился, что лотация сырья — критична. Партия полипропилена от одного производителя может незначительно, но отличаться от партии другого. И если в процессе производства тканые мешки смешивают сырье из разных лот, можно получить разную усадку или прочность в пределах одной партии готовых изделий. Это потом вылезает при печати — рисунок плывет, или при штабелировании — паллета получается неровной. Поэтому сейчас в техзаданиях все чаще появляется пункт о необходимости использования сырья из одной партии (или с допуском по смешению) для обеспечения стабильности.
Логистика и хранение: неочевидные риски для ?стандартного? мешка
Казалось бы, произведенный по ГОСТ мешок прошел контроль, упакован в пачки и готов к отправке. Но здесь начинается новый этап испытаний. Морская перевозка в контейнере, особенно в трюме, — это высокая влажность и риск образования конденсата. Полипропилен гигроскопичен, и хотя ткань не намокает сильно, длительное воздействие влаги может привести к потере прочности. Видел, как партия мешков после двухмесячного перехода стала заметно менее эластичной. Формально на разрывной машине показатели были на нижней границе допуска, но на ощупь — уже не то.
Хранение на складе у заказчика — тоже история. Штабелирование высотой более 5-6 метров создает колоссальное давление на нижние ряды. ГОСТ регламентирует статическую нагрузку, но динамическую при вибрациях от погрузчиков — нет. Мешки в середине паллеты могут сплющиться, слипнуться, а потом их сложно захватить вакуумным подъемником. Это мелочь, но она влияет на эффективность работы склада. Иногда стоит рекомендовать заказчику пересмотреть схему штабелирования или даже немного увеличить плотность ткани, если складские условия известны заранее.
И, конечно, печать. Флексопечать на тканых мешках — отдельная тема. Качество печати напрямую зависит от подготовки поверхности ткани, ее однородности и жиропотности. Некачественная печать стирается, пачкает руки, портит товарный вид. И снова — мешок может быть идеален по основным механическим параметрам стандарта, но из-за плохой печати весь проект под угрозой срыва. Поэтому оценка поставщика должна включать и проверку образцов печати после имитации транспортировки (трение, сминание).
Вместо заключения: ГОСТ как инструмент, а не гарантия
Так что же, ГОСТ мешки тканые полипропиленовые не нужен? Конечно, нужен. Это необходимый минимум, язык общения между заказчиком и поставщиком, основа для претензий. Но он не заменяет техническое задание, составленное с учетом реальных условий использования продукта. Опытный технолог или снабженец всегда будет опираться на стандарт, но дополнять его своими специфическими требованиями: по сырью, по допускам на размеры под конкретную линию, по условиям испытаний на совместимость.
Работа с проверенными производителями, которые понимают эту разницу, упрощает жизнь. Когда видишь, что компания, например, ООО Сычуань Вэйцзянь Пластик, детально описывает на своем сайте применение продукции для цемента, удобрений, химического сырья, это говорит о том, что они мыслят не только квадратными метрами ткани, а конечным применением. Их экспертиза в области барьерных свойств для полимерных мешков, скорее всего, позволяет им давать и грамотные консультации по плотности и обработке тканых полипропиленовых мешков для аналогичных продуктов.
В итоге, успех проекта с ткаными мешками строится на трех китах: четкое, детализированное ТЗ (где ГОСТ — база), выбор поставщика с глубоким пониманием технологии, а не просто с сертификатом, и, наконец, приемочные испытания в условиях, максимально приближенных к реальным. Тогда стандарт из формальной бумажки превращается в рабочий инструмент, а мешки действительно выполняют свою работу, а не просто числятся ?соответствующими?.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Однослойный полиэтиленовый мешок с квадратным дном и клапаном
- Ламинированный упаковочный мешок PET/PE
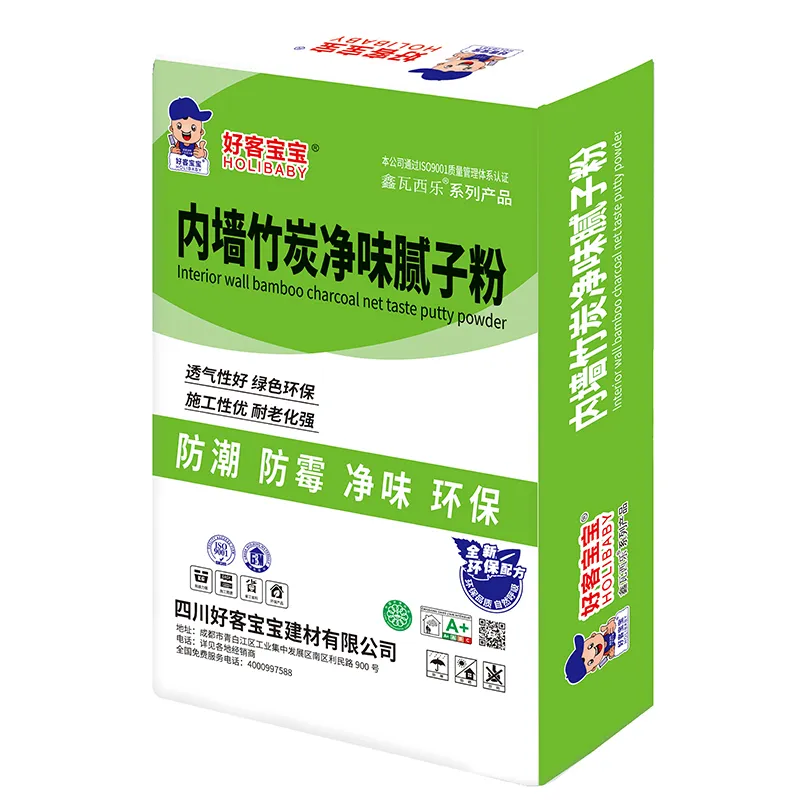
- Мешок с квадратным дном и открытым верхом
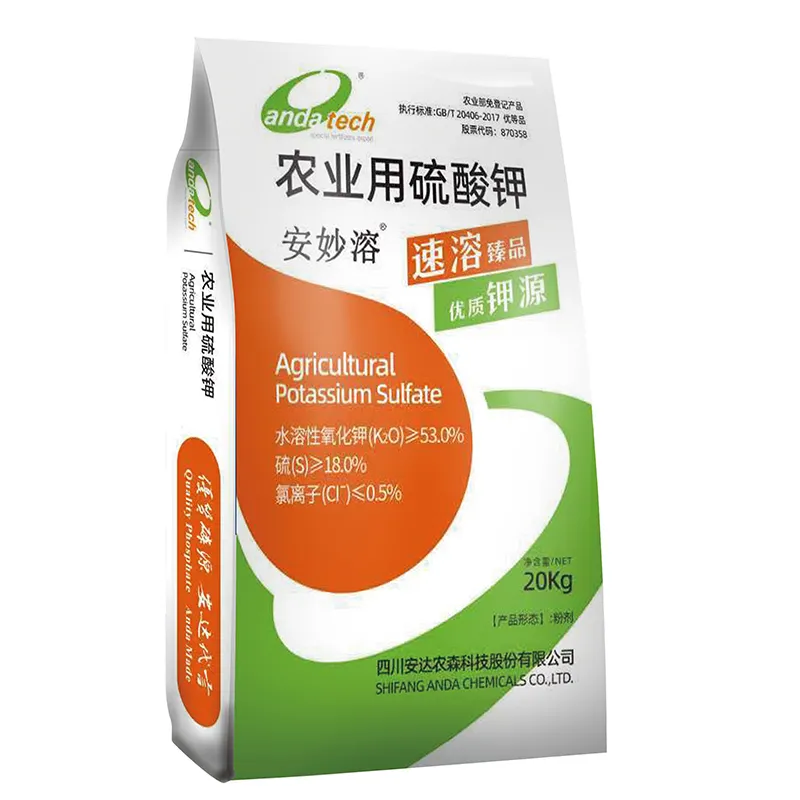
- Мешок для удобрений
- UV-стойкий тканый мешок
- гост 32522 2013 мешки тканые
- Сельскохозяйственный мешок с открытым верхом
- Полипропиленовые тканые клапанные мешки с квадратным дном
- Высокопрочный тканый мешок
- мешки для цемента 50 кг