





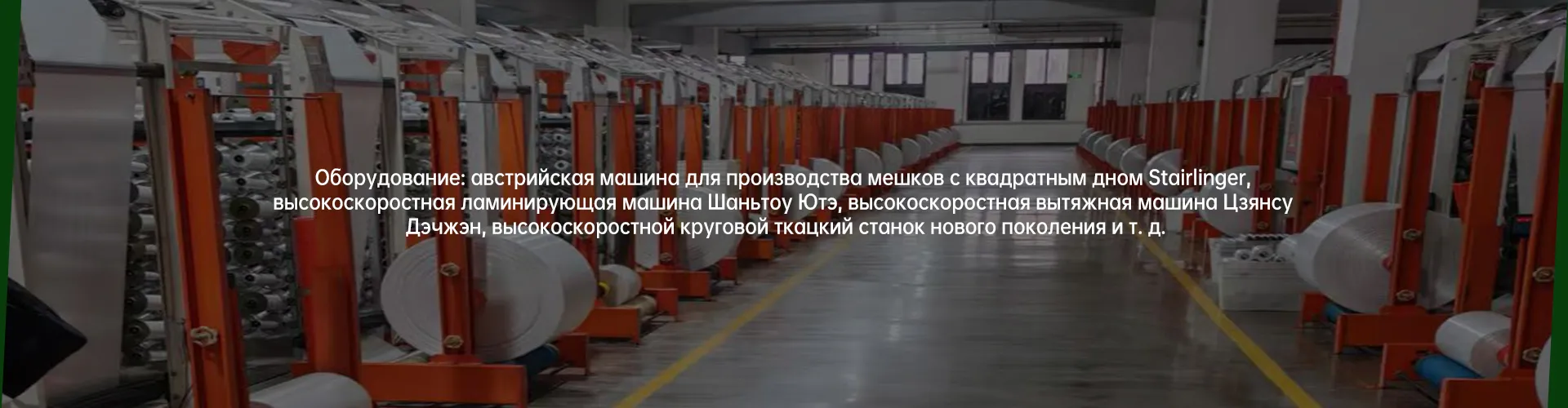
Ламинированный PE-мешок
Когда слышишь ?ламинированный PE-мешок?, первое, что приходит в голову многим заказчикам — обычный полиэтиленовый пакет, только потолще и ?понадёжнее?. Вот тут и кроется главная ошибка. Ламинация — это не просто увеличение толщины, это создание барьера. А барьер — это уже история о совмещении материалов, адгезии, технологических режимах и, в конечном счёте, о сохранности продукта внутри. Если просто склеить два слоя плёнки, получится не мешок, а головная боль. Сыпется, рвётся на швах, пропускает запах или влагу. На деле, ламинированный PE-мешок — это сложный композит, где каждый слой выполняет свою функцию: один — прочность, другой — барьерность, третий — печатаемость. И всё это должно работать как единое целое.
От сырья до барьера: что скрывает ламинация
Основу, конечно, составляет полиэтилен. Но какой? Здесь уже начинается инженерная работа. Для внутреннего слоя, контактирующего с продуктом, часто идёт PE с определёнными добавками, обеспечивающими низкую миграцию и хорошую свариваемость. Внешний слой — это уже вопросы прочности на разрыв и стойкости к УФ-излучению, если мешок будет храниться на улице. А между ними — тот самый барьерный слой. Иногда это EVOH, иногда специальные модификации PE с высокими барьерными свойствами. Ключевое — адгезия. Слои должны быть не просто прижаты друг к другу, а связаны на молекулярном уровне. Иначе при динамической нагрузке (падение, вибрация при транспортировке) они начнут расслаиваться. Видел такие случаи с мешками для минерального порошка — внешне целые, а внутри уже ?пузырится? плёнка.
Технология ламинации тоже разная. Экструзионная ламинация, когда расплав одного полимера наносится на другой, даёт очень прочную связь, но требует точного контроля температуры. Ламинация с помощью клея-расплава (hot melt) — более гибкая в плане комбинации материалов, но тут важно качество самого клея, он не должен ?дубеть? на морозе или ?плыть? на жаре. Для упаковки химического сырья, где важна инертность, это критично. Мы в своё время экспериментировали с разными составами клея для одного заказа от ООО Сычуань Вэйцзянь Пластик — нужно было упаковать гигроскопичный минеральный порошок. Остановились на экструзионном методе, потому что он давал лучший барьер по влаге и исключал миграцию компонентов клея.
Толщина — отдельный разговор. Нельзя просто взять и сделать все слои толще, чтобы было ?крепко?. Это убивает гибкость мешка, увеличивает стоимость и создаёт проблемы при сворачивании и укладке на паллеты. Расчёт идёт на микроны, и баланс между прочностью, гибкостью и барьерностью — это как раз то, что отличает хорошего производителя. На сайте scwjsy.ru у них в ассортименте как раз есть многослойные комбинированные мешки из высокобарьерного PE, и по спецификациям видно, что они этот баланс понимают — разные комбинации слоёв под цемент, под удобрения, под химию.
Печать и прочность шва: где чаще всего ?косячат?
Казалось бы, печать — дело десятое. Но нет. Для ламинированных мешков флексопечать — это не только маркировка, но и дополнительное воздействие на материал. Краски должны иметь хорошую адгезию к внешнему слою PE, но при этом не содержать растворителей, которые могут ?проесть? тонкий барьерный слой или ухудшить адгезию между слоями самой ламинации. Была история, когда из-за слишком агрессивной краски на готовых мешках через пару недель хранения проявились мутные пятна — началось расслоение именно в местах печати. Пришлось менять поставщика красок и дорабатывать рецептуру.
Шов — это ахиллесова пята любого мешка, а для ламинированного — особенно. Сваривать разнородные по составу слои сложно. Температура сварки должна быть подобрана так, чтобы расплавить внутренний PE-слой для надёжного соединения, но не перегреть и не деформировать барьерный слой в середине ?пирога?. Частая проблема — ?недосвар?, когда шов выглядит целым, но при нагрузке расходится именно по линии сварки. Или обратная ситуация — ?пережог?, когда шов становится хрупким. Контроль здесь — не только визуальный, а обязательные тесты на разрыв шва. В том же ООО Сычуань Вэйцзянь Пластик, судя по описанию их технологии FFS (Form-Fill-Seal), этот процесс автоматизирован и, наверняка, настроен под конкретные материалы, что для ламинированных структур крайне важно.
Ещё один нюанс — клапан. Если мешок клапанный, то место вваривания клапана — это зона повышенного риска. Конструкция усложняется, слоёв становится больше в одной точке. Неправильная геометрия клапана или ошибка в температуре сварки приводят к тому, что мешок начинает ?пылить? именно через клапан. Для цемента или минерального порошка это недопустимо. Тут нужна точная настройка оборудования, которое формирует, наполняет и запаивает мешок в одной линии.
Реальные кейсы: удобрения vs. химическое сырьё
Возьмём две разные сферы применения. Удобрения. Здесь главный враг — влага. Ламинированный PE-мешок должен иметь барьер не только к проникновению влаги извне (чтобы удобрения не отсырели), но и к выходу влаги изнутри (некоторые удобрения её выделяют). Кроме того, многие удобрения — абразивны. Внутренний слой должен быть устойчив к истиранию, иначе через пару месяцев складирования в нижних мешках на паллете могут появиться микротрещины. Мы использовали комбинацию с внутренним слоем из более плотного, износостойкого PE.
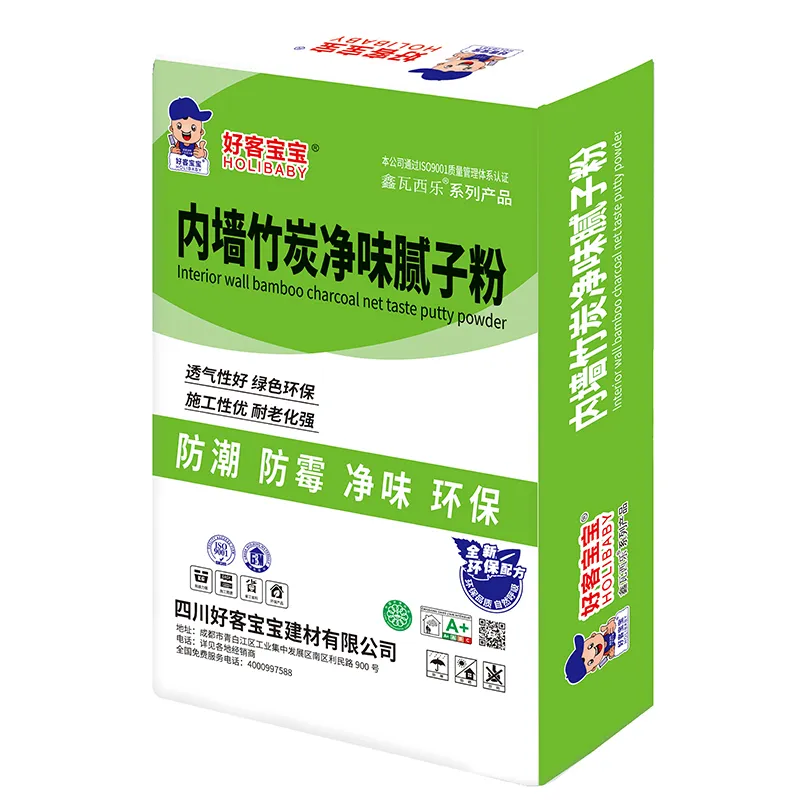
Химическое сырьё. Тут история про барьер к газам и запахам, а также про химическую инертность. Некоторые порошки или гранулы могут вступать в реакцию с компонентами плёнки или клея. Ламинация позволяет ?спрятать? чувствительный барьерный слой (например, EVOH) между слоями PE, защитив его от прямого контакта. Но это требует идеальной адгезии, иначе через микротрещины или зоны расслоения произойдёт контакт. Один из наших неудачных опытов был как раз с мешком для сложного химического продукта — сэкономили на качестве клея для ламинации, и через полгода хранения барьерные свойства упали почти до нуля. Продукт пришёл в негодность. Дорогой урок.
Именно для таких сложных задач, как упаковка химического сырья или минерального порошка, и нужны специализированные производители, которые понимают эти взаимосвязи. Из описания компании ООО Сычуань Вэйцзянь Пластик видно, что они работают именно в этой нише — высокобарьерные комбинированные мешки. Это не массовый ширпотреб, а инжиниринг под задачу.
FFS-технология и ламинация: идеальный союз?
Технология Form-Fill-Seal (формируй-наполняй-запаивай) — это высший пилотаж в упаковке сыпучих продуктов. Рукав плёнки разматывается, формируется в мешок, дно запаивается, мешок наполняется, и сразу запаивается верх (или клапан). Для ламинированной плёнки это одновременно и преимущество, и вызов. Преимущество — швы создаются сразу из ?тела? материала, нет дополнительных швов от предварительного склеивания, что повышает общую прочность. Вызов — плёнка должна идеально вести себя на автоматической линии: иметь стабильную степень усадки при нагреве, чтобы швы были ровными, и достаточную жёсткость, чтобы не заминаться в формирующем узле.
Если ламинация выполнена некачественно, с неравномерной толщиной или внутренними напряжениями, на линии FFS это проявится сразу. Мешок будет укладываться криво, шов может пойти ?волной?. Это не эстетическая проблема, это проблема прочности. Автоматическая линия — это высокие скорости, и материал должен быть предсказуем. Думаю, производители вроде Сычуань Вэйцзянь Пластик, заявляющие о производстве клапанных мешков по технологии FFS, уделяют огромное внимание контролю качества самой ламинированной плёнки-рукава на входе в производство.
Ещё один момент — пыление. При наполнении сыпучего продукта на высокой скорости создаётся давление воздуха и пылевое облако. Ламинированный мешок, особенно с качественным швом, минимизирует это пыление. Но если внутренний слой имеет плохую антистатическую обработку, пыль будет налипать на стенки выше линии сварки, мешая образованию герметичного шва. Это мелкая, но важная деталь, которую по спецификациям не всегда увидишь, но которая решается на этапе подготовки сырья для плёнки.
Вместо заключения: на что смотреть при выборе
Итак, если вам нужен ламинированный PE-мешок, не спрашивайте просто ?сколько стоит мешок такой-то толщины?. Задавайте вопросы по существу. Под какой именно продукт? Какие требования по барьеру (к влаге, кислороду, запаху)? Условия хранения и транспортировки (мороз, солнце)? Будет ли использоваться автоматическая линия FFS? Запросите у производителя не только сертификаты, но и реальные тестовые отчёты: прочность на разрыв шва, коэффициент проницаемости водяного пара, тест на расслоение (peel test).
Смотрите на опыт в конкретной нише. Если компания, как ООО Сычуань Вэйцзянь Пластик, прямо указывает специализацию на цементе, удобрениях, химическом сырье и минеральном порошке — это уже говорит о многом. Значит, они сталкивались с этими специфичными проблемами и научились их решать на уровне состава плёнки и технологии ламинации.
В конечном счёте, хороший ламинированный мешок — это невидимый работник. Он не должен привлекать к себе внимание. Он просто должен сохранить продукт в целости и сохранности от завода до конечного потребителя. А все сложности — расчёт структуры, подбор сырья, контроль ламинации и сварки — остаются за кадром, в цеху и лаборатории производителя. Ваша задача — найти того, кто эти сложности понимает и контролирует, а не просто продаёт плёнку, склеенную в мешок.
Соответствующая продукция
Соответствующая продукция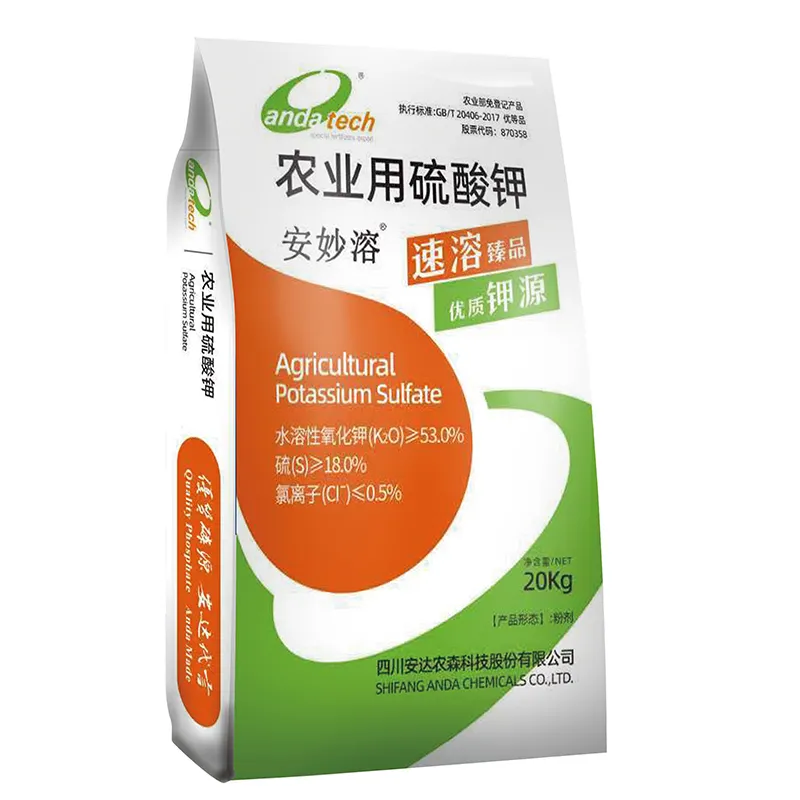


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- PE-клапанный мешок с квадратным дном типа FFS
- Электропроводящий тканый мешок
- Плетеные полипропиленовые мешки для кормов
- размер мешка для цемента
- Полипропиленовый мешок
- мешок п п тканый
- Химстойкий мешок для химической продукции
- Мешок с квадратным дном и открытым верхом
- Клапанный мешок с квадратным дном
- Термосвариваемый тканый мешок