





Мешок для промышленной резины
Когда говорят 'мешок для промышленной резины', многие представляют обычный полипропиленовый мешок, в который засыпали гранулы и отправили. Это в корне неверно. Речь идет о специализированной упаковке, которая должна выдерживать агрессивную среду, вес, статику и сохранять свойства продукта на всем пути от завода до потребителя. Самый частый провал — попытка сэкономить на барьерных свойствах, а потом разгребать последствия в виде слежавшейся или окислившейся резиновой крошки.
Почему барьерные свойства — это не маркетинг
Промышленная резина, особенно синтетическая крошка или регенерат, — материал капризный. Она 'дышит', выделяет летучие компоненты, боится ультрафиолета и влаги. Обычный мешок для промышленной резины из простого полипропилена здесь не сработает. Он пропустит кислород, влага из воздуха конденсируется на внутренних стенках, и через месяц-два вы получаете монолитный блок, который потом приходится дробить. Убытки на логистике и переработке съедают всю экономию на упаковке.
Отсюда и ключевое требование — многослойная комбинированная структура. Часто используется связка из высокобарьерного полиэтилена (PE) и полиэтилентерефталата (PET). PE дает герметичность и эластичность, PET — прочность на разрыв и барьер против газопроницаемости. Это не теория, а вывод, к которому пришел после того, как на одной из площадок попробовали упаковать тонну бутадиен-стирольного каучука в дешевые мешки. Результат — жалобы от клиента на изменение консистенции и цветовые пятна на продукте.
Еще один нюанс — статическое электричество. Резиновая крошка при пересыпании сильно электризуется. Пыль оседает на стенках, ухудшает внешний вид мешка, а главное — создает риск при работе в пожароопасных зонах. Поэтому в состав материала иногда вводят антистатические добавки, но это уже тонкая настройка под конкретный завод и его линии фасовки.
Клапан, дно и технология FFS: где кроются реальные проблемы
Часто заказчики просят клапанные мешки с квадратным дном, потому что это стандарт для автоматических линий фасовки. Но здесь есть подводный камень — качество самого клапана и герметичность шва после его закрытия. Видел случаи, когда из-за некачественной термосварки клапана или неправильно подобранного клеевого состава мешок 'спускал' по шву уже на втором перекладывании погрузчиком. Продукт высыпался, образуя и потери, и грязь в цеху.
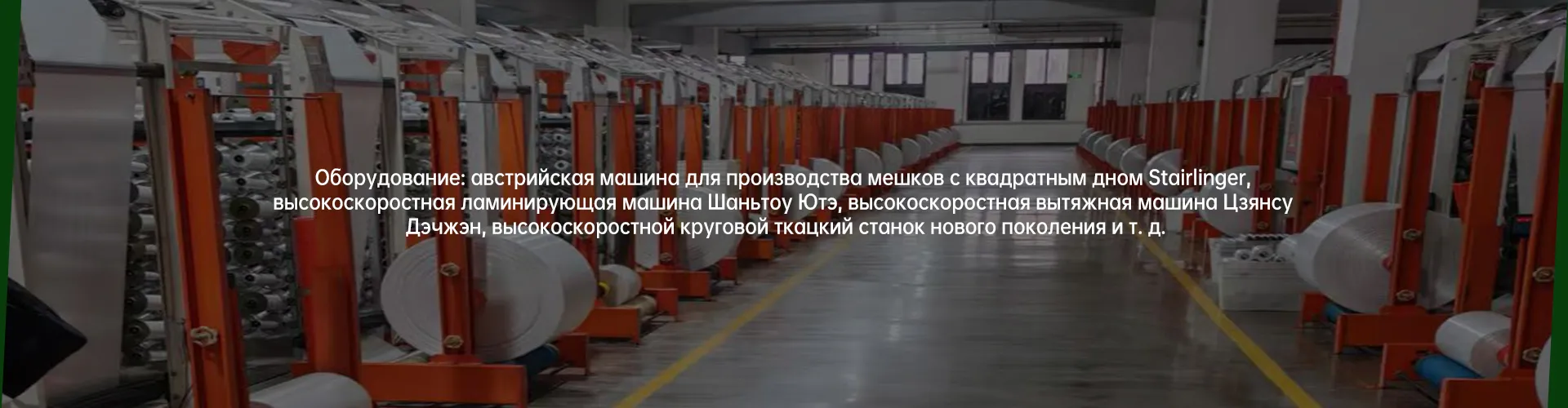
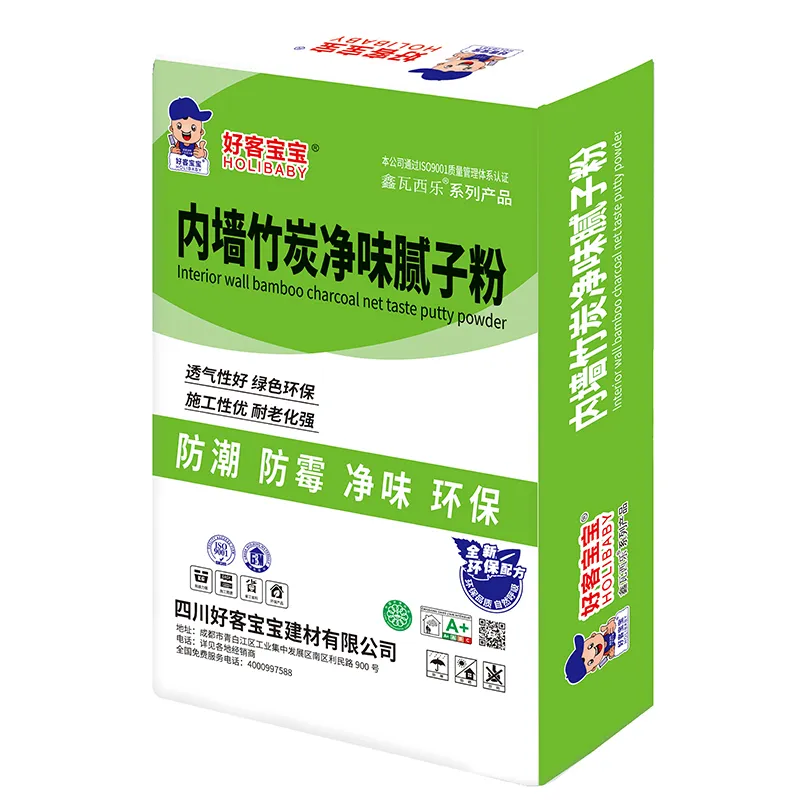
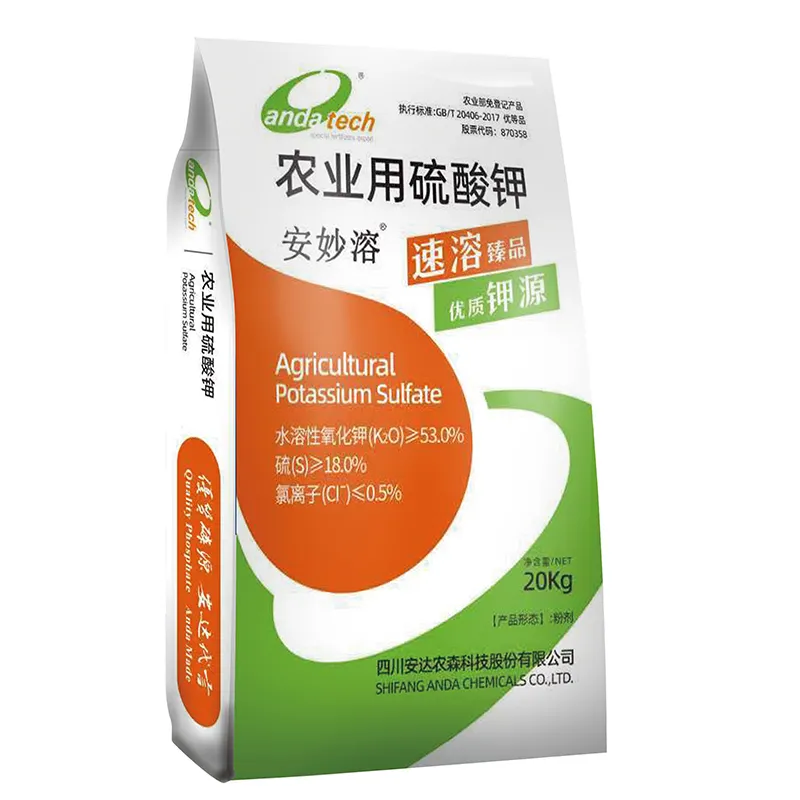
Технология FFS (Form-Fill-Seal) предъявляет особые требования к качеству рулона материала и стабильности его геометрии. Если рулон 'ведет' или толщина пленки 'гуляет', на линии будут постоянные замины и обрывы. Это не абстрактная проблема — это простой дорогостоящего оборудования и бригады рабочих. Поэтому при выборе поставщика нужно смотреть не только на финальный мешок, но и на контроль качества сырья. Например, китайская компания ООО Сычуань Вэйцзянь Пластик (сайт https://www.scwjsy.ru), которая специализируется именно на производстве таких мешков по технологии FFS, в своей практике делает акцент на многослойных комбинированных материалах. Их продукция, судя по описанию, рассчитана на схожие по агрессивности среды — цемент, удобрения, химическое сырье. Принцип барьерности там, думаю, применяется аналогичный, хотя под резину, возможно, нужна отдельная спецификация по антистатике.
Квадратное дно — это не просто для устойчивости. Оно позволяет плотнее укладывать паллеты, уменьшая 'воздушные' промежутки. Но если швы дна недостаточно прочные, то под весом верхних рядов (а паллеты часто ставят в 3-4 яруса) дно может разойтись. Проверял лично — дешевые мешки с тонким швом лопались по углам. Пришлось усиливать требования к прочности шва, что, естественно, повлияло на цену. Но лучше заплатить за надежный шов, чем потом компенсировать клиенту убытки от рассыпавшегося груза.
Вес, объем и логистика: что не пишут в спецификациях
Стандартная фасовка — 25-30 кг. Кажется, что это немного. Но когда мешок падает с конвейера или его бросает грузчик, возникает динамическая нагрузка, в разы превышающая статический вес. Материал должен иметь хороший запас по ударной вязкости. Особенно критично это при низких температурах, когда полимер становится хрупким. Зимой на неотапливаемом складе или при транспортировке в открытом контейнере риски повреждения резко растут.
Объем — тоже момент. Резиновая крошка имеет определенную насыпную плотность. Если мешок сделать слишком 'пузатым', он будет неустойчивым. Если слишком тугим — его сложнее будет зашивать на старой линии, не оснащенной современным натяжным оборудованием. Приходится подбирать золотую середину, и часто это делается методом проб. Помню, как для одного нового типа каучука пришлось заказывать три пробные партии мешков разного литража, чтобы найти оптимальный, при котором и фасовка идет без сбоев, и паллет стоит ровно.
Логистика. Мешки должны быть пригодны для штабелирования. Здесь важна не только прочность, но и коэффициент трения поверхности. Слишком гладкий мешок будет соскальзывать с паллета. Слишком шероховатый — его будет тяжелее снимать со стопки. Иногда на поверхность наносят тиснение или используют специальные марки полиэтилена, чтобы добиться нужного сцепления. Это мелкая, но важная деталь, которую часто упускают из виду при первом заказе.
Маркировка и следы на практике
Казалось бы, что сложного в нанесении логотипа и текста? Но для промышленной резины важна стойкость маркировки. Мешки трутся друг о друга в грузовике, на них может попасть влага, масло. Если надпись стирается, то на складе получается анонимный груз. Приходится использовать качественную флексопечать с износостойкими красками или ламинацию маркировочного слоя. Это увеличивает стоимость, но избавляет от головной боли с идентификацией партии.
Еще один практический момент — пыль. Резиновая крошка дает мелкую пыль, которая въедается в поверхность мешка. Темный мешок (часто используемый для маскирования пыли) может нагреваться на солнце сильнее, чем светлый, что тоже не всегда хорошо для продукта внутри. Выбор цвета — это не эстетика, а техническое решение.
И последнее — утилизация. Сейчас все больше внимания уделяют 'зеленым' практикам. Многослойные комбинированные мешки сложнее в переработке, чем мономатериальные. Этот вопрос начинают задавать крупные заказчики. Возможно, в будущем придется рассматривать варианты со специальными биоразлагаемыми добавками или разрабатывать структуры, которые легче разделить. Пока это скорее вопрос будущего, но он уже висит в воздухе.
Итог: на чем нельзя экономить
Итак, мешок для промышленной резины — это система. Экономия на материале (выборе более тонкого или менее барьерного) почти всегда выходит боком. Главные точки контроля: 1) подтвержденные барьерные свойства против кислорода и влаги; 2) прочность швов, особенно клапана и дна; 3) пригодность для конкретной фасовочной линии (технология FFS требует высокого качества сырья); 4) учет условий транспортировки и хранения (температура, штабелирование).
Работа с проверенными производителями, которые понимают химию упаковываемого продукта, критически важна. Как, например, упомянутая ООО Сычуань Вэйцзянь Пластик, которая работает со сложными сыпучими материалами. Их опыт в производстве клапанных и многослойных мешков может быть хорошей базой, но под резину всегда нужны тесты и, возможно, доработки. Слепое копирование упаковки для цемента не сработает — химия другая.
В конечном счете, правильный мешок — это не статья расходов, а страховка от порчи дорогостоящего сырья и потери репутации. Все остальное — детали, которые решаются в диалоге между технологом производства резины и инженером производителя упаковки. Без этого диалога получается просто кусок полимера, а не функциональная упаковка.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Мешок с квадратным дном и открытым верхом
- Полиэтиленовый мешок
- Полипропиленовые тканые клапанные мешки с квадратным дном
- PP тканые клапанные мешки с квадратным дном
- Цветной тканый мешок по индивидуальному заказу
- Мешки с полиэтиленовым вкладышем
- UV-стойкий тканый мешок
- Влагозащитный мешок для цемента
- Полипропиленовый клапанный мешок с квадратным дном
- мешок с полиэтиленовым вкладышем