





производство мешков для цемента
Когда слышишь ?производство мешков для цемента?, многие представляют себе простой процесс: взял ткань, сшил, готово. На деле же это целая инженерная задача, где каждая деталь — от выбора сырья до конструкции клапана — влияет на то, выдержит ли мешок давление в два метра или порвётся при первой же погрузке. Самый частый промах — экономия на нити или клее, думая, что главное — это сам полипропилен. А потом удивляются, почему на складе у клиента после месяца хранения швы начинают ?плыть?. Я сам через это проходил, пытаясь угодить заказчику, который требовал снизить цену любой ценой. В итоге — возврат партии и испорченные отношения. С тех пор понял: в этом деле нельзя играть в угадайку, нужен точный расчёт и, что важнее, понимание, как поведёт себя материал в реальных условиях, а не в идеальной лаборатории.
Сырьё: основа основ, которую часто недооценивают
Всё начинается с гранулята. Не всякий полипропилен подходит для производства мешков для цемента. Нужен материал с определённой молекулярной массой и степенью ориентации, чтобы готовое полотно было прочным, но при этом не жёстким как картон. Помню, однажды попробовали сэкономить, взяв более дешёвый гранулят от нового поставщика. На бумаге характеристики были почти те же, но при экструзии плёнка шла с микронеоднородностями. Вроде бы, на глаз не видно, но когда на линии начали резать и формировать дно, пошли проблемы со сваркой швов. Пришлось срочно менять партию, останавливать линию — убытки были куда больше, чем мнимая экономия.
А ещё есть нюанс с добавками — антистатиками, УФ-стабилизаторами. Цементные мешки ведь хранятся не только под крышей, часто их складывают на открытых площадках. Если стабилизатора недостаточно, через пару месяцев под солнцем полипропилен становится хрупким. Видел такое на одной стройке: мешки с виду целые, а берёшь — крошатся в руках. Клиент, естественно, был не в восторге. Теперь всегда уточняю условия хранения у заказчика, прежде чем рекомендовать ту или иную рецептуру.
Кстати, о комбинированных материалах. Иногда для особых требований по барьерным свойствам (например, для очень тонких минеральных порошков или при длительной морской перевозке) одного PP мало. Тут в ход идут многослойные структуры с PE или PET. Но это уже другая история, более сложная и дорогая. Не каждый завод возьмётся.
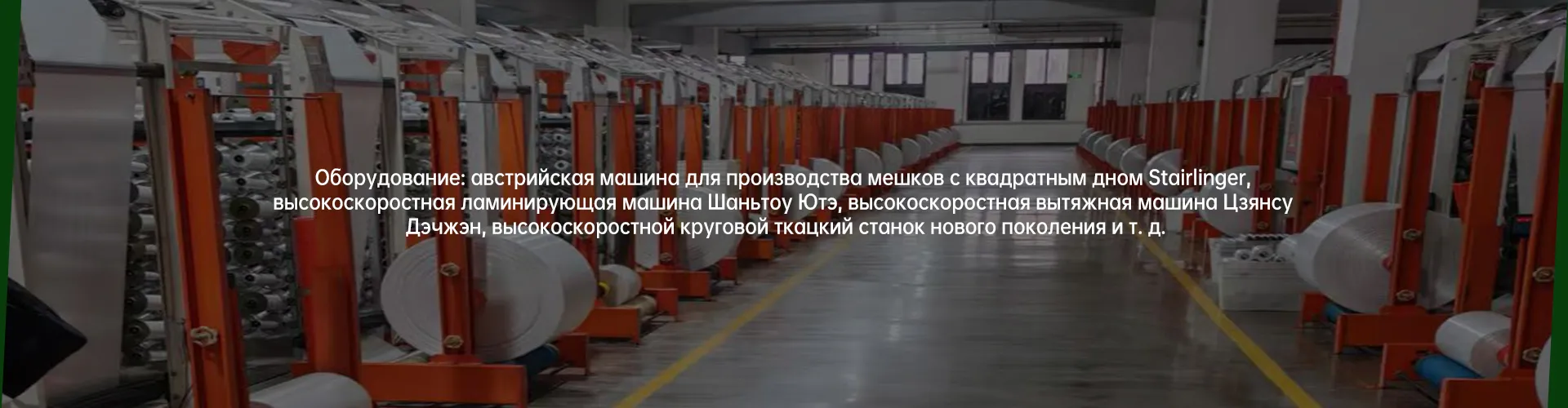
Технология FFS: где скорость встречается с качеством
FFS (Form-Fill-Seal) — это, можно сказать, золотой стандарт для массового производства клапанных мешков. Линия сама формирует мешок из рулона плёнки, заполняет его и запаивает. Скорость впечатляет — до 1200 штук в час. Но эта скорость — палка о двух концах. Если настройки неточные, например, температура сварки шва хоть на 10 градусов ниже нормы, получается брак. Шов выглядит целым, но при падении с высоты или вибрации в кузове грузовика он расходится. У нас был случай, когда из-за износа термоэлемента на одной из линий температура ?плавала?. Брак выявили не сразу, и часть партии ушла клиенту. Хорошо, что он быстро сообщил — удалось оперативно заменить.
Ключевой элемент здесь — именно клапан. Его конструкция должна обеспечивать герметичную засыпку без пыления, но при этом легко открываться для выгрузки. Стандартный прямоугольный клапан — не всегда лучший выбор для очень мелкого цемента. Иногда лучше показывает себя клапан особой формы, с внутренним карманом. Мы долго экспериментировали с разными вариантами, пока не нашли оптимальный для одного крупного цементного завода. Им нужен был мешок, который бы минимизировал пыление при ручной разгрузке в условиях стройплощадки. В итоге сделали клапан с усиленными внутренними рёбрами жёсткости — проблема решилась.
Важно и дно. Квадратное дно (SOS — self-opening sack) — это не просто для устойчивости. Оно серьёзно упрощает автоматическую паллетизацию. Но если геометрия углов неточная, мешок будет заваливаться на конвейере или падать с поддона. Приходится постоянно контролировать штампы на резальном аппарате.
Контроль качества: не протоколы, а глаза и руки
Лабораторные испытания на разрывную нагрузку и прочность шва — это обязательно. Но они не заменят ежесменного обхода линии опытным мастером. Он на ощупь может определить, достаточно ли натянута плёнка, ровно ли идёт разрез. Я всегда говорю новым технологам: ?Поставь мешок, наполненный песком, на бетонный пол и сбрось с метровой высоты. Потом посмотри на швы. Это лучший тест, чем любая машина?. Однажды именно такой грубый тест выявил проблему с партией нити, которая формально проходила все лабораторные проверки, но на практике давала менее эластичный шов.
Особое внимание — к печати. Маркировка на мешке должна быть стойкой. Бывало, использовали не ту краску, и после недели на солнце название заказчика или марка цемента просто стиралась. Репутационные потери для клиента огромны. Теперь мы тестируем оттиск не только на истирание, но и на устойчивость к ультрафиолету и влаге.
И конечно, выборочная проверка веса. Автоматический дозатор — вещь точная, но его нужно калибровать. Перевес в 50 грамм на мешке — это прямые убытки заказчика при больших объёмах. Недовес — это уже штрафы от контролирующих органов. Баланс найти непросто.
Логистика и упаковка: последний шаг, где тоже можно всё испортить
Казалось бы, мешки изготовлены, упакованы в пачки и на паллеты — можно отправлять. Но нет. Как их погрузят в контейнер или фуру? Если паллеты ставят вплотную, без вентиляционных зазоров, а контейнер потом стоит на солнце, может возникнуть ?парниковый эффект?. Конденсат внутри — и вот уже краска поплыла, а в худшем случае может начаться слипание внутренних слоёв плёнки. Мы всегда даём рекомендации по перевозке и хранению, но не все логисты их слушают.
Сама упаковка в термоусадочную плёнку — тоже важный этап. Паллет должен быть сформирован плотно, без перекосов, иначе при длительной перевозке по плохим дорогам пачки могут сместиться и порваться. Видел последствия такой перевозки на таможенном складе — половина паллеты была в непригодном для использования виде. Пришлось разбираться, кто виноват: производитель, который плохо упаковал, или перевозчик, который не зафиксировал груз. С тех пор настаиваем на фотофиксации погрузки.
Работа с поставщиками и пример из практики
В этой отрасли нельзя работать вслепую. Нужны проверенные поставщики сырья и надёжные партнёры по оборудованию. Но и самому нужно разбираться. Когда к нам обращаются за комплексным решением, например, для упаковки не просто цемента, а тампонажного цемента или минерального порошка с особыми требованиями, мы анализируем весь процесс. Иногда оказывается, что клиенту нужен не стандартный мешок, а продукт с дополнительными барьерными свойствами.
Вот, к примеру, китайская компания ООО Сычуань Вэйцзянь Пластик (https://www.scwjsy.ru). Они, судя по описанию, как раз делают ставку на технологию FFS для производства клапанных мешков с квадратным дном из полипропилена и полиэтилена, а также на многослойные комбинированные мешки. Это говорит о том, что они охватывают довольно широкий спектр задач — от стандартной цементной упаковки до более требовательных продуктов, вроде химического сырья. Их подход — это как раз пример современного производства, где есть не одна базовая линия, а возможность гибко подстраиваться под материал наполнения. Для индустрии упаковки цемента и удобрений такой комплексный подход — большое преимущество. Не каждый завод может предложить и простой PP мешок, и высокобарьерный комбинированный из PE/PET. Это требует разных технологических цепочек и серьёзной экспертизы.
Работая с такими производителями или анализируя их опыт, понимаешь, что успех в производстве мешков для цемента — это не в последнюю очередь вопрос широты ассортимента и глубины понимания нужд разных секторов рынка. Кто-то покупает просто мешок, а кто-то — решение проблемы с пылением, прочностью при морской перевозке или совместимостью с высокой скоростью фасовки на своём заводе.
В конце концов, производство мешков — это не про метры плёнки и тонны гранулята. Это про то, чтобы продукт клиента — будь то цемент, удобрения или химикаты — дошёл до конечного пользователя в сохранности, без потерь и в презентабельном виде. И каждый раз, когда видишь на стройке или складе аккуратно сложенные паллеты с мешками, которые прошли через твоё производство, понимаешь, что все эти нюансы, все эти часы настройки линии и подбора материала — того стоили. Даже если для постороннего глаза это всего лишь ?мешок?. Для специалиста — это целая история.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Электропроводящий тканый мешок
- Однослойный полиэтиленовый мешок с квадратным дном и клапаном
- мешки с полиэтиленовым вкладышем 50 кг
- Многослойный полиэтиленовый мешок с квадратным дном и клапаном
- Ламинированный тканый мешок
- Антистаренческий тканый мешок
- PE Грузонесущие клапанные мешки с квадратным дном
- Тканый мешок стандартных размеров
- производство мешков для цемента
- Влагозащитный мешок специально для цемента