





Термосвариваемый ламинированный PE-мешок
Когда говорят про термосвариваемый ламинированный PE-мешок, многие сразу думают о простом полиэтилене. Но это не так. Ламинация — это целая история, особенно когда речь идет о свариваемости. Частая ошибка — считать, что любой многослойный пакет с PE-слоем будет одинаково хорошо герметизироваться на стандартном оборудовании. На деле же состав клеящего слоя между пленками, ориентация PE, даже влажность в цехе в момент ламинации могут свести на нет все преимущества. Я сам долго думал, что проблема в температуре сварочных губок, а оказалось — в миграции компонентов из адгезива, который ?дубел? и мешал образованию монолитного шва.
Из чего складывается настоящая свариваемость
Ключевое здесь — внутренний слой. Это должен быть специальный сополимер, не просто LDPE или HDPE. Он должен ?потечь? при правильной температуре, но не деградировать. Мы как-то закупили партию мешков, где в ламинате был заявлен sealant-слой, но на линии при 130°C он не плавился, а при 150°C уже рвался. Ламинат расслаивался по шву. Оказалось, поставщик сэкономил, использовав регранулят с высоким содержанием наполнителя, который менял реологию. Поэтому теперь всегда спрашиваю техпаспорт на каждый слой, особенно внутренний.
Еще один нюанс — толщина. Казалось бы, чем толще слой, тем надежнее шов. Но нет. Слишком толстый внутренний PE-слой при термосварке может ?наплывать? за пределы губок, образуя грубые валики, которые при остывании создают внутренние напряжения. А тонкий, но правильно подобранный слой дает ровный, узкий и прочный шов. Для минерального порошка, например, нам хватает 50 микрон sealant-слоя в структуре типа PET/PE или даже PET/ALU/PE, если нужен барьер.
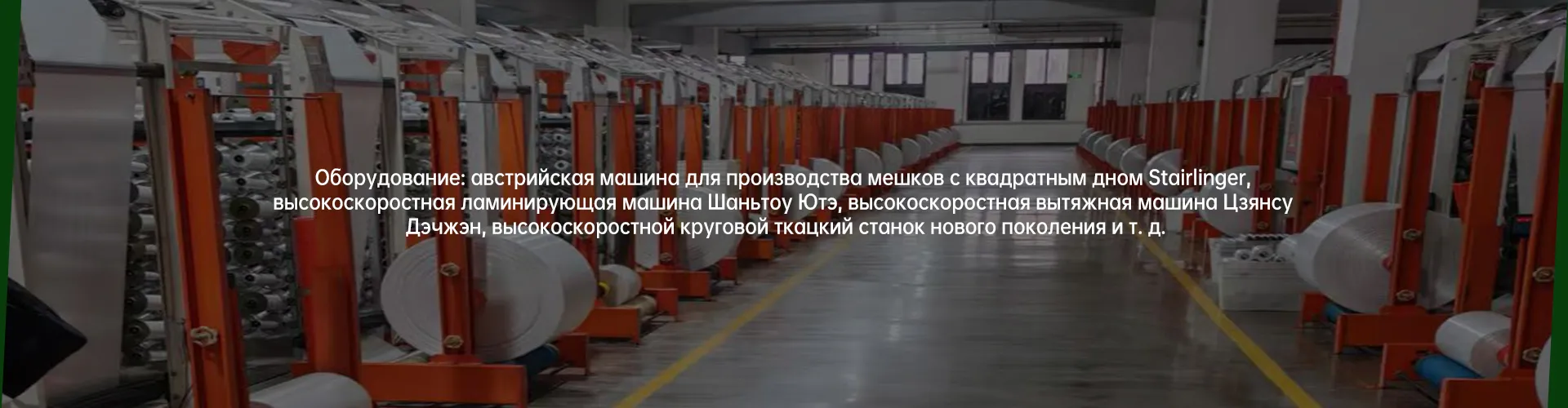
Именно поэтому в ассортименте таких производителей, как ООО Сычуань Вэйцзянь Пластик (их сайт — scwjsy.ru), всегда делают акцент на технологию FFS (Form-Fill-Seal) и многослойные комбинации. Они специализируются на мешках для цемента, удобрений, химсырья — как раз там, где прочность шва критична. Если посмотреть их продукцию, то видно, что ламинированные мешки — это не побочная линия, а core business. И это чувствуется в деталях: например, в том, как у них решена проблема стабильности клеевого шва при переменных нагрузках.
Практика: где чаще всего возникают проблемы
На своем опыте скажу, что 80% претензий по термосварке связаны не с самими мешками, а с несоответствием режимов оборудования. У каждого производителя мешков — своя рецептура. Стандартные настройки линии под ?средний? полипропиленовый мешок для термосвариваемого ламинированного PE-мешка не подойдут. Нужно делать тестовую сварку на конкретной скорости, с конкретным давлением губок. Мы как-то чуть не сорвали отгрузку, потому что на новой линии забыли откалибровать датчик температуры — он показывал 140°C, а по факту на губках было всего 110°C. Шов выглядел нормально, но при падении с паллеты мешки с цементом расходились по шву.
Другая частая история — хранение. Ламинированные мешки, особенно с высокобарьерными слоями, чувствительны к УФ-излучению и резким перепадам температуры. Если их хранить на сыром складе, может произойти частичная деламинация по краям рулона. Потом при заправке в машину эти края заминаются, и в месте залома свариваемость падает. Мы теперь всегда требуем паллетирование в стретч-пленку и навесы.
И конечно, совместимость с продуктом. Казалось бы, PE инертен. Но некоторые виды минерального порошка или химических удобрений имеют высокую остаточную температуру при фасовке. Если горячий продукт попадает в еще не остывший полностью шов, тот может деформироваться. Для таких случаев нужен мешок с усиленным внутренним слоем, который быстро кристаллизуется. У того же ООО Сычуань Вэйцзянь Пластик в описании продукции прямо указано: ?для химического сырья и минерального порошка? — значит, они уже заложили в конструкцию сопротивление тепловому удару.
О барьерах и мифах
Многие заказчики просят ?самый барьерный? мешок, думая, что чем больше слоев, тем лучше. Но для многих продуктов, например, для того же цемента, избыточный барьер (тип ALU-слоя) — это лишние затраты. Важнее — прочность на растяжение и ударная вязкость. Термосвариваемый ламинированный PE-мешок с комбинацией PET/PE часто дает оптимальный баланс: PET дает прочность на разрыв и защиту от проколов, а внутренний PE-слой обеспечивает герметичный шов. А вот для удобрений, которые могут слеживаться от влаги, уже нужна структура с включением барьерного слоя EVOH или металлизированного PET.
Здесь часто возникает дилемма: барьерный слой обычно находится в середине ?пирога?, и его нужно защитить от повреждений при термосварке. Если губки нагреваются слишком сильно, есть риск термического повреждения этого внутреннего барьерного слоя, даже если внешний шов выглядит идеально. Поэтому технологи должны точно знать структуру ламината, чтобы выставить температуру, которая расплавит только внутренний sealant-слой PE, но не затронет соседние. Это как раз та область, где опыт поставщика, который делает мешки ?под ключ? для конкретных продуктов, бесценен.
На сайте scwjsy.ru видно, что компания работает именно с такими комплексными решениями: они производят и клапанные мешки с квадратным дном по FFS, и многослойные комбинированные мешки. Это говорит о том, что они понимают разницу в требованиях к свариваемости для разных типов упаковки. Мешок для динамичной фасовки на высокоскоростной линии FFS и мешок для ручной укладки химикатов — это два разных мира по требованиям к ламинату.
Выбор поставщика: на что смотреть кроме цены
Цена за тысячу штук — это только вершина айсберга. Гораздо важнее — стабильность параметров от партии к партии. С термосвариваемым ламинированным PE-мешком даже цветной пигмент во внешнем слое может повлиять на теплопоглощение и, как следствие, на качество шва. Хороший поставщик предоставляет не только образцы, но и паспорт с указанием рекомендованных температурно-скоростных режимов сварки для данной конкретной партии. И он должен быть готов обсуждать эти параметры.
Еще один момент — логистика. Ламинированные рулоны или мешки тяжелые и объемные. Повреждение кромки при транспортировке — это гарантированный брак при сварке. Поэтому упаковка на паллетах и фиксация — обязательны. Из опыта работы с азиатскими производителями, те, кто уделяет внимание упаковке, как правило, так же щепетильны и в производстве. Судя по организации информации на сайте ООО Сычуань Вэйцзянь Пластик, они ориентированы на экспорт и понимают эти риски.
И последнее — техническая поддержка. Бывало, что при возникновении проблемы на линии мы звонили поставщику, и они в течение часа присылали инженера или хотя бы подробный алгоритм проверки. Это дорогого стоит. Когда компания заявляет, как ООО Сычуань Вэйцзянь Пластик, о специализации на конкретных сегментах (цемент, удобрения, химия), это обычно означает, что у них накоплена база типовых решений для стандартных проблем со свариваемостью на таких продуктах.
Вместо заключения: просто мысли вслух
Работая с упаковкой, постоянно приходится балансировать. Термосвариваемый ламинированный PE-мешок — это инструмент. И как любой инструмент, он должен быть правильно подобран. Иногда проще и дешевле использовать не ламинат, а соэкструзионный многослойный пакет. Но когда нужна комбинация свойств, которые нельзя получить в одной экструзии (например, прочность PET + свариваемость PE + барьер ALU), без ламинации не обойтись.
Главный вывод, который я для себя сделал: не существует универсального решения. Мешок, идеально работающий на немецкой линии Bühler, может заклинивать на старой китайской машине. Поэтому диалог между технологом производства и инженером поставщика упаковки — это 90% успеха. Нужно делиться деталями: скорость линии, температура продукта при фасовке, даже высота падения мешка на транспортер.
Смотрю на описание продукции на scwjsy.ru и вижу знакомые формулировки: ?многослойные комбинированные мешки из высокобарьерного полиэтилена (PE) и полиэтилентерефталата (PET)?. Это именно тот случай, когда в сухом техническом описании зашито понимание процесса. Ведь если они выделяют именно комбинацию материалов, значит, они работают над адгезией и свариваемостью этого пакета, а не просто склеивают пленки. А в нашем деле, как известно, дьявол кроется как раз в таких деталях. Мешок должен не просто существовать, он должен безотказно работать на конкретной линии с конкретным продуктом. Все остальное — просто теория.
Соответствующая продукция
Соответствующая продукция

Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Компостируемый пластиковый мешок
- Двухслойный PE-мешок из грузонесущей плёнки
- Квадратные клапанные мешки для минерального порошка
- мешок с полиэтиленовым вкладышем
- Высокогерметичный внутренний клапанный мешок
- Цветной тканый мешок по индивидуальному заказу
- цемент для фундамента цена за мешок
- мешок п п тканый
- Пленочные мешки из ПЭ/ПП для химикатов
- Высокобарьерный тканый мешок