





Термосвариваемый тканый мешок
Когда говорят ?термосвариваемый тканый мешок?, многие сразу представляют обычный полипропиленовый мешок с приваренным клапаном. Это в корне неверно. Речь идет о комплексном решении, где сама тканая основа, её структура, тип полимерной нити и, что критично, технология термосварки — всё это звенья одной цепи. Провалы часто случаются именно из-за того, что на одном из этих этапов экономят или недопонимают физику процесса. Скажем, пытаются сварить мешок из ткани с высокой линейной плотностью на оборудовании для тонких пленок — и получают негерметичный шов, который рвется при первой же загрузке.
Основа основ: ткань и её ?поведение?
Всё начинается с материала. Термосвариваемый тканый мешок — это чаще всего полипропилен, но не любой. Важна ориентация нитей, их толщина и наличие стабилизаторов ультрафиолета, если продукт будет храниться на улице. Мы как-то взяли партию ткани у нового поставщика, вроде бы по спецификациям всё сходилось, но при сварке шов получался хрупким. Оказалось, в состав сырья добавили слишком много регранулята, что изменило температуру плавления. Мешки прошли контроль на разрыв, но в реальных условиях, при вибрационной загрузке цемента, швы пошли ?стрелками?. Убытки были значительные.
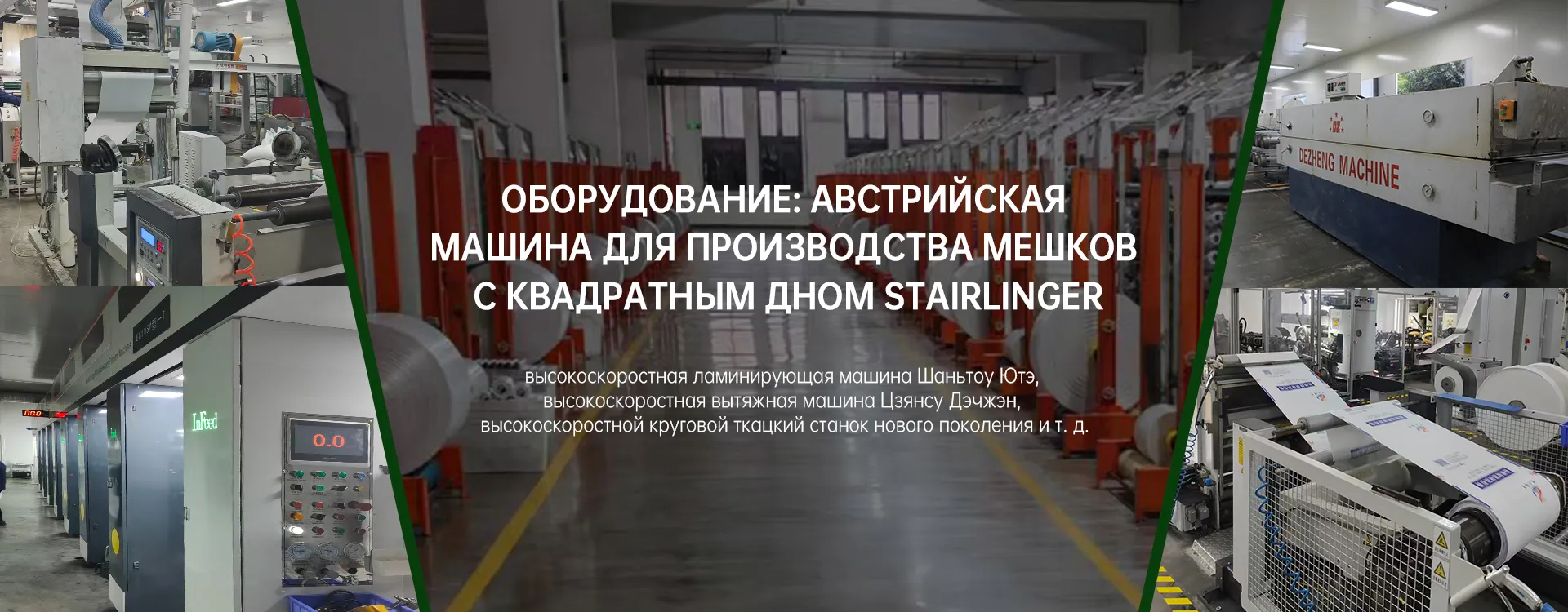
Здесь стоит отметить, что некоторые производители, особенно из Азии, давно работают над предсказуемостью материала. Например, на сайте ООО Сычуань Вэйцзянь Пластик (https://www.scwjsy.ru) видно, что они делают акцент на производстве клапанных мешков по технологии FFS. Это косвенно говорит о понимании важности стабильности сырья для автоматической сварки. Если ткань ?плывет? по температуре, на FFS-линии будут постоянные простои.
Ещё один нюанс — влажность ткани. Рулонный материал гигроскопичен. Если хранить его в сыром цехе, то при контакте с горячими губками термосварочного аппарата вода резко испаряется, создавая микропоры в шве. Герметичность падает. Приходится сушить рулоны перед использованием, что добавляет этап в процесс. Мелочь, но без которой нельзя.
Термосварка: не нагрев, а контроль давления
Многие думают, что главное в сварке — выставить правильную температуру. Это лишь треть успеха. Вторая треть — давление, с которым губки сжимают материал. А последняя — время выдержки под давлением после отключения нагрева. Если снять давление сразу, расплавленный полимер не успеет ?схватиться?, шов будет слабым. У нас был случай на старой линии: увеличили скорость производства, автоматически сократилось время выдержки. Внешне швы выглядели идеально, но при падении с паллеты мешки расходились по шву. Долго искали причину.
Для разных продуктов нужны разные режимы. Мешок для минерального порошка, который легкий и неабразивный, можно сваривать в одном режиме. А для тяжелого, плотного цемента, который создает большое динамическое давление при падении в мешок, нужен более широкий и прочный сварной шов. Иногда даже делают двойную сварку. Китайская компания ООО Сычуань Вэйцзянь Пластик в своем ассортименте указывает продукцию для цемента, удобрений, химического сырья. Это намекает, что они, вероятно, предлагают разные решения по прочности шва для разных типов наполнения, хотя в открытом доступе детальных техкарт на сварку я не видел.
Идеальный шов после термосварки имеет матовую, однородную поверхность, без подтеков и ?глазков?. Если видны блестящие полосы — это перегрев, полимер деградировал, прочность упала. Если шов шероховатый и легко расслаивается — недогрев или недостаточное давление.
Клапан — самое слабое звено?
В термосвариваемом тканом мешке с клапаном именно узел клапана — зона повышенного риска. Это многослойная конструкция: ткань мешка, ткань или пленка самого клапана, часто усиливающая латка. Термосваривать нужно сразу несколько слоев разной толщины и, возможно, разного материала. Риск непровара или, наоборот, прожига — максимальный.
Мы экспериментировали с клапанами из комбинированного материала (PET/PE), которые предлагают многие производители, включая упомянутую Sichuan Weijian Plastic. Задача — обеспечить барьерные свойства от влаги для удобрений. Сложность в том, что PET и PP имеют разные температуры плавления. Невозможно идеально сварить их между собой. Решение — использовать соэкструдированную пленку PET/PE, где внутренний слой PE уже имеет температуру, близкую к PP, или применять термоклейкую ленту поверх сварного шва. Это удорожает процесс, но для гигроскопичных продуктов необходимо.
Частая проблема на линии — смещение клапана при подаче заготовки. Всего пара миллиметров смещения — и часть клапана приваривается не к усиливающей латке, а просто к стенке мешка. При заполнении под давлением этот уголок отрывается. Приходится ставить оптические датчики контроля позиции, что, опять же, деньги. Но дешевле, чем рекламации.
Реальная эксплуатация: что не видно в цехе
Лабораторные испытания на разрыв — это одно. А реальная погрузка-разгрузка, трение о конвейер, хранение под солнцем — совсем другое. Самый показательный тест для термосвариваемого тканого мешка — это не вертикальный разрыв, а падение с высоты 1-1.5 метра на угол, заполненным продуктом. Именно так грузчики часто сбрасывают мешки. Удар приходится на шов или угол клапана.
Однажды мы получили партию мешков, которые прошли все заводские тесты. Но на стройке, при разгрузке, пошел массовый разрыв по нижнему шву. Стали разбираться. Оказалось, производитель, экономя материал, сделал нижний шов уже на 2 мм. Плюс использовал более дешевую нить с низкой устойчивостью к истиранию. При падении мешка на бетон шов просто перетирался. Формально параметры были соблюдены, но практика всё расставила по местам.
Поэтому сейчас, глядя на описание продукции для цемента и химического сырья на scwjsy.ru, я понимаю, что за этим должны стоять не просто стандартные испытания, а понимание реальных нагрузок. Минеральный порошок, например, очень тяжелый и плотный, создает большое давление на швы. Для него нужна особая конструкция.
Будущее — в комбинации и адресности
Чистый тканый полипропилен постепенно уступает место комбинированным материалам. Тот же термосвариваемый тканый мешок может иметь внутренний слой из соэкструдированной высокобарьерной пленки PE или ламинации PET/PE. Это уже не просто тара, а функциональная упаковка, сохраняющая свойства продукта. Технология сварки при этом усложняется кратно. Нужно сваривать между собой не только слои ткани, но и обеспечить герметичность барьерного слоя. Часто это делается в два этапа.
Здесь опыт таких компаний, как ООО Сычуань Вэйцзянь Пластик, которые заявляют о производстве многослойных комбинированных мешков, становится критически важным. Ведь речь идет не только о производстве, но и о разработке структуры материала под конкретную задачу. Можно ли сварить такой мешок на стандартном оборудовании? Не всегда. Иногда требуется модернизация, установка дополнительных нагревательных элементов для разных слоев.
Итог прост: термосвариваемый тканый мешок перестал быть commodity-продуктом. Это инженерное изделие, где успех определяется сотней деталей: от выбора сырья и точности раскроя до калибровки температуры и давления на каждом миллиметре шва. Ошибка в любом звене ведет к браку. И самое главное знание приходит не из спецификаций, а из анализа поломок в поле. Каждый разорванный мешок — это урок, который дороже любой теории.
Соответствующая продукция
Соответствующая продукция