





Холодносвариваемый тканый мешок
Когда слышишь ?холодносвариваемый тканый мешок?, многие сразу думают о простом полипропиленовом мешке с полоской клея. Это первое и самое большое заблуждение. На деле, это целая система упаковки, где материал основы, адгезивный слой и сама технология холодной сварки должны работать как часы. Малейший дисбаланс — и получаешь некондицию на разгрузке, а то и разрыв по шву при штабелировании. Сам через это проходил, когда только начинал работать с этой темой.
Суть материала: от ткани до адгезива
Основа всего — тканая полипропиленовая основа. Но ?тканый полипропилен? — это слишком широко. Речь идет о конкретной плотности, типе плетения (plain weave, обычно), и главное — о поверхностной обработке. Материал должен иметь определенную шероховатость и, что критично, быть химически инертным к тому составу, который в него будут засыпать. Для цемента — одно, для минерального порошка — другое, а для некоторых видов химического сырья нужна почти лабораторная чистота поверхности, чтобы адгезив ?схватился? намертво.
А вот адгезив — это отдельная песня. Это не просто клейкая лента. Это, как правило, термопластичный полимерный состав, нанесенный экструзионным методом. Он должен обладать тремя ключевыми свойствами: моментальной липкостью (tack) при контакте, высокой конечной прочностью на отрыв и сохранять эластичность после отверждения. Если состав слишком жесткий — шов будет хрупким, если слишком мягкий — не выдержит нагрузку. Подбор — это всегда компромисс и долгие тесты.
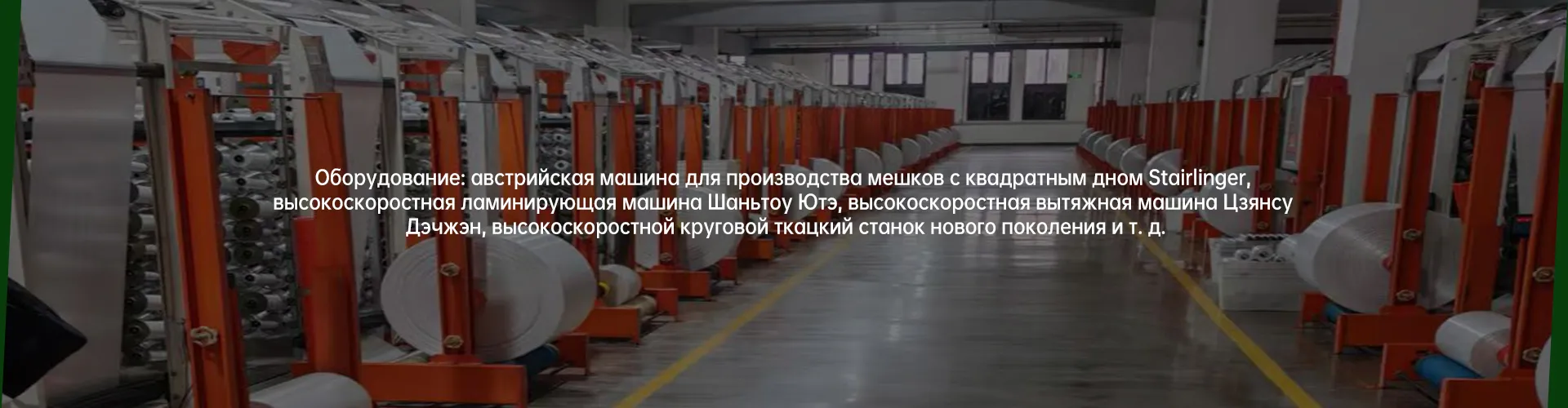
Здесь стоит отметить, что не все производители тканых мешков глубоко вникают в эту химию. Многие закупают готовую ламинированную ткань. Но как раз китайская компания ООО Сычуань Вэйцзянь Пластик (https://www.scwjsy.ru), которая, кстати, известна больше своими клапанными мешками FFS, в своей линейке комбинированных мешков из барьерных пленок (PE/PET) тоже сталкивается с задачами создания прочного шва. Их опыт в работе со сложными полимерными структурами, думаю, пригодился бы и для глубокой разработки именно холодносвариваемых тканых мешков, особенно для химической отрасли, где барьерные свойства и надежность шва — на первом месте.
Процесс сварки: где кроются главные риски
Технология кажется простой: снял защитную ленту, совместил края, прижал. Ан нет. Давление, время выдержки под давлением и температура окружающей среды — вот три кита. Летом, в цеху при +30, адгезив может стать слишком текучим, шов ?поплывет?. Зимой, при +15 на складе, время полной полимеризации может увеличиться в разы, и если мешок сразу отправить под нагрузку — жди проблем.
Однажды наблюдал, как на производстве удобрений пытались сэкономить на оборудовании и использовали ручные прикаточные ролики вместо пневматических с постоянным давлением. Результат — прочность шва плавала от мешка к мешку на 40%. Партия ушла заказчику, а потом были рекламации по разрывам. Пришлось экстренно ставить нормальный полуавтомат.
Идеальная сварка получается на ровной, жесткой поверхности, когда оба края равномерно и с достаточным линейным усилием прикатываются по всей длине. Любая складка ткани под адгезивом — это будущая точка отслоения. Поэтому подготовка края (ровная обрезка) так же важна, как и сам процесс склейки.
Области применения и границы возможного
Основная ниша — это, конечно, сыпучие материалы: строительные смеси, гипс, некоторые виды удобрений, минеральные наполнители. Вес, как правило, до 50 кг. Почему не больше? Потому что динамическая нагрузка при падении или ударе для высоких весов создает пиковое напряжение, которое точечный клеевой шов, в отличие от прошитого, может не выдержать. Это физика.
А вот для химического сырья — здесь интереснее. Холодносвариваемый тканый мешок хорош тем, что создает герметичный шов, в отличие от прошитого, где игла оставляет микроперфорации. Это важно для продуктов, чувствительных к влаге или пылению. Но тут встает вопрос совместимости: сам материал мешка и адгезивный состав не должны вступать в реакцию с содержимым. Для агрессивной химии это сложная задача, и часто требуется разработка индивидуального решения, что, как я понимаю, как раз входит в компетенцию таких производителей, как ООО Сычуань Вэйцзянь Пластик. Их профиль — производство мешков для химического сырья, а значит, они должны разбираться в требованиях к инертности упаковки.
Еще один тонкий момент — штабелирование. Мешок с холодной сваркой имеет более плоский и ровный шов, чем прошитый. С одной стороны, это плюс для стабильности паллета. С другой — вся нагрузка от верхних рядов давит именно на этот клеевой слой. Если адгезив со временем имеет свойство ?ползти? (холодная текучесть), нижние мешки в паллете через месяц хранения могут просто разойтись по швам. Это проверяется только долгосрочными испытаниями.
Практические лайфхаки и частые ошибки
Первое — никогда не игнорируйте инструкцию по условиям сварки от производителя мешка. Температурный и влажностный режим — это не прихоть. Второе — перед запуском большой партии всегда делайте тестовый мешок и дайте ему вылежаться минимум час, а лучше — сутки, а потом рвите. Не руками, а на динамометре, чтобы увидеть реальные цифры.
Частая ошибка складов — хранение самих мешков в некондиционных условиях. Если рулон с холодносвариваемыми ткаными мешками пролежал в сыром холодном углу, адгезивный слой может отсыреть или кристаллизоваться. И тогда даже на идеальном оборудовании прочного шва не получить. Нужно хранить в сухом помещении при температуре, близкой к той, при которой будет идти фасовка.
Еще один момент — пыль. При фасовке цемента или минерального порошка летучая пыль неминуемо оседает на клеевой слой перед сваркой, резко снижая адгезию. Решение — системы аспирации или простейшие щетки для очистки края мешка непосредственно перед снятием защитной полосы. Мелочь, а спасает от брака.
Взгляд в будущее: эволюция вместо революции
Не жду, что холодносвариваемый тканый мешок кардинально изменится в ближайшие годы. Эволюция будет идти в сторону специализации адгезивов: под более широкий температурный диапазон, под более агрессивные среды, с более быстрой полимеризацией. Возможно, появятся ?умные? составы, меняющие цвет при достижении оптимальной прочности шва.
Второй тренд — интеграция с автоматическими линиями фасовки. Здесь важна стабильность параметров: ширина клеевой полосы, ее положение, усилие отрыва защитной ленты. Мешок должен быть не просто качественным, но и технологичным для высокоскоростного оборудования. Думаю, крупные игроки рынка, включая ООО Сычуань Вэйцзянь Пластик, работают именно в этом направлении, обеспечивая стабильность поставок и параметров для крупных промышленных предприятий.
В итоге, выбор в пользу холодной сварки — это всегда технико-экономическое обоснование. Не потому что это дешевле (часто как раз нет), а потому что это дает конкретные преимущества: герметичность, отсутствие перфораций, чистота процесса (нет обрывков ниток). Но это требует понимания технологии ?изнутри? и строгого соблюдения регламентов. Без этого — одни головные боли. А с пониманием — получается надежная и предсказуемая система упаковки, которая тихо и исправно работает на складе, без лишнего внимания к себе. Что, собственно, и является главным признаком качественного решения.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Устойчивый к раздиру тканый мешок
- FFS PE-мешок
- крафт мешки с полиэтиленовым вкладышем
- Антистатический тканый мешок
- мешок тканый 80х120 c2c
- Полипропиленовый мешок с квадратным дном
- Химстойкий внутренний мешок для химической продукции
- мешок цемента для фундамента 50 кг
- Многослойный полиэтиленовый мешок с квадратным дном и клапаном
- Промышленный ламинированный мешок