





PE Грузонесущие клапанные мешки с квадратным дном
Когда говорят про PE грузонесущие клапанные мешки с квадратным дном, многие сразу представляют просто ?мешок под сыпучие?. На деле же, если копнуть, тут целая история с подвохами — особенно когда речь заходит о реальной нагрузке в 25-50 кг и условиях, далёких от идеальных. Сам по себе полиэтилен, особенно для таких задач — материал неоднозначный. Да, он даёт хороший барьер, особенно против влаги, что для удобрений или некоторых химреактивов критично. Но вот с прочностью на разрыв и устойчивостью к истиранию в сравнении с тем же полипропиленом часто возникают вопросы. Многое упирается в состав сырья, плотность плёнки и, что часто упускают, в конструкцию самого клапана и швов. Именно на этих моментах обычно и ?горят? те, кто гонится за низкой ценой, не вдаваясь в детали.
Чем PE отличается от PP в контексте несущей способности
Здесь часто путаница. PP мешки, они более жёсткие, ?шуршащие?. Их часто используют для тех же строительных смесей. А PE — более мягкий, эластичный. И вот эта эластичность — палка о двух концах. С одной стороны, мешок лучше переносит ударные нагрузки, не рвётся сразу при ударе о угол поддона. С другой — при штабелировании в несколько ярусов есть риск сильной деформации, ?расползания? нижних рядов. Поэтому ключевой параметр для PE — не просто толщина, а именно комбинация слоёв и добавок. Чистый полиэтилен низкой плотности (ПЭНП) для грузонесущих задач не годится, нужно сшивать с материалами вроде ПЭВП или даже включать барьерные слои. Я видел образцы, где для мешков под минеральный порошок использовали пятислойную структуру с включением EVOH-слоя — это уже высший пилотаж, но и цена соответствующая.
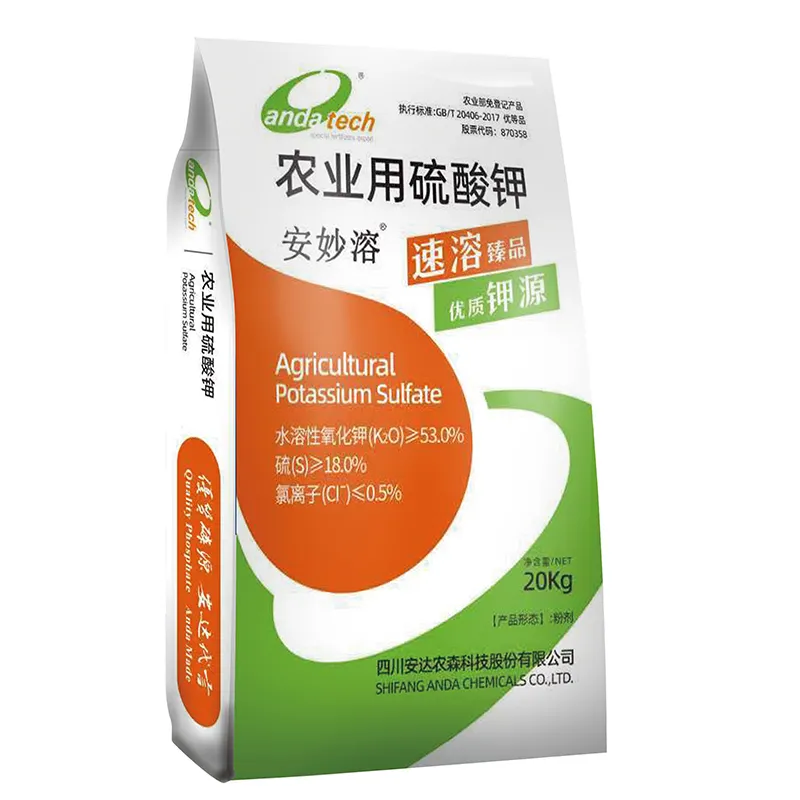
Практический момент: приёмка сырья. Мы как-то работали с партией PE мешков для упаковки калийных удобрений. Заявленная плотность плёнки была 90 мкм, но на разрывных испытаниях показатели плавали. Оказалось, производитель, экономя, добавил вторичный материал. Внешне — не отличить, но после двух недель хранения на сыром складе мешки в нижних паллетах стали буквально ?плыть?, швы пошли трещинами. Пришлось срочно менять поставщика. Вот почему сейчас мы всегда смотрим не только на сертификаты, но и просим пробную партию для тестовых погрузочно-разгрузочных работ.
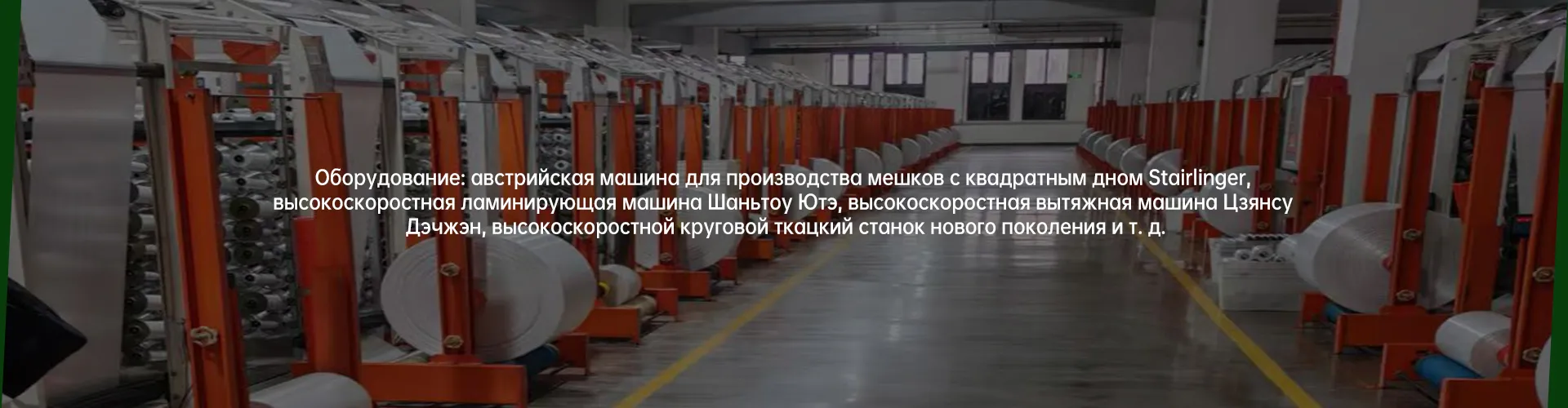
Кстати, о поставщиках. Сейчас на рынке много китайских производителей, но не все понимают специфику наших логистических реалий — мороз, влажность, долгое хранение на открытых площадках. Хорошо себя зарекомендовала, например, компания ООО Сычуань Вэйцзянь Пластик (сайт можно посмотреть здесь). Они как раз специализируются на технологии FFS и делают упор на многослойные комбинированные мешки из высокобарьерного PE. В их ассортименте есть решения именно для химического сырья и минерального порошка, что говорит о понимании агрессивных сред. Но опять же — с ними тоже надо чётко техзадание согласовывать, особенно по стойкости шва к растяжению.
Квадратное дно и клапан: где скрываются слабые места
Казалось бы, квадратное дно — это просто удобство для штабелирования. Ан нет. Главная проблема — переход от боковины ко дну, эти самые углы. Если термосварка шва выполнена некачественно или температура была не та, в этих местах при нагрузке появляются точки напряжения. Я помню случай на фабрике по производству сухих строительных смесей: мешки штабелировали в три яруса, и в одной паллете почти 30% нижних мешков дали течь именно по углам дна. Причина — при автоматическом формовании мешка подача плёнки в момент формирования дна шла с перебоями, шов получался тоньше. Визуально — не определить, только под нагрузкой.
Клапан. Здесь два аспекта: удобство засыпки и герметичность после него. Для PE мешков часто используют клапаны с внутренним полиэтиленовым язычком или даже с клеевым слоем. Но если продукт пылящий (тот же цемент), то простого клапана недостаточно — нужна дополнительная защита от обратного выброса пыли при засыпке. Некоторые производители, в том числе и упомянутая ООО Сычуань Вэйцзянь Пластик, предлагают клапаны сложной конструкции, которые минимизируют этот эффект. Но это добавляет к стоимости. Вопрос всегда в балансе: если продукт дорогой или высокоактивный, то на клапане экономить нельзя. Для же удобрений в среднем ценовом сегменте часто идут на более простые решения, но тогда нужно чётко инструктировать персонал на линии фасовки по углу и скорости засыпки.
Ещё один нюанс — положение клапана. Бывает центральное, бывает смещённое к шву. Для автоматических фасовочных линий это критично. Мы как-то купили партию мешков, где клапан был смещён буквально на 1,5 см от заявленного центра. В итоге фасовочная головка на старой линии постоянно заминала край, происходил перерасход. Пришлось перенастраивать оборудование, терять время. Теперь в ТЗ всегда вносим допуски по геометрии не более ±0,5 см.
Реальные нагрузки и условия хранения: что происходит на складе
Лабораторные испытания на разрыв — это одно. А вот падение мешка с высоты погрузчика (пусть даже 1 метр) на бетонный пол — совсем другое. PE, повторюсь, за счёт эластичности часто выигрывает у PP при таком точечном ударе. Но если в составе плёнки много мела или других наполнителей (для удешевления), то ударную вязкость он теряет. Практический тест, который мы всегда рекомендуем: не просто падение мешка, заполненного песком, а падение на угол металлического поддона. После 3-5 таких падений смотришь на состояние угла дна и шва. Если есть белая полоса (начало разрыва) — мешок для интенсивной логистики не годится.
Штабелирование. Здесь квадратное дно, конечно, спасает. Но высота штабеля — отдельная тема. Для PE мешков с нагрузкой 25 кг я бы не рекомендовал делать штабель выше 10 ярусов, даже если производитель заявляет больше. Особенно если хранение длительное. Материал ?ползёт?, нижние мешки деформируются, и весь штабель может сложиться как карточный домик. Видел такое на складе с каолином — потеряли неделю на переупаковку. Важный момент — состояние поддонов. Если доски неровные или есть щели, нагрузка на дно мешка становится неравномерной, и риск разрыва возрастает в разы.
Температура. PE на морозе становится хрупким. Стандартный полиэтилен без модификаторов при -15°C уже может треснуть при ударе. Если склад неотапливаемый или предполагается зимняя транспортировка, это нужно оговаривать отдельно. Некоторые производители добавляют в состав морозостойкие добавки, но это, опять же, влияет на цену. Для большинства же инертных материалов, хранящихся под крышей, стандартного PE достаточно.
Выбор поставщика: на что смотреть кроме цены за штуку
Цена, конечно, главный фактор. Но если считать общие затраты, то сюда входят и потери при транспортировке, и простои на фасовочной линии, и репутационные риски от просыпавшегося у клиента продукта. Поэтому первый пункт — запросить не просто каталог, а технические данные на конкретную продукцию: состав сырья (первичное/вторичное, марка PE), плотность каждого слоя в многослойной структуре, прочность шва на разрыв и на отслаивание. Хороший поставщик, такой как ООО Сычуань Вэйцзянь Пластик, предоставляет такие данные сразу, часто даже с видео работы своего FFS-оборудования.
Второе — гибкость в производстве. Стандартные размеры — это хорошо, но часто нужно под конкретную фасовочную головку или под габариты поддона. Возможность сделать пробную партию в 500-1000 штук с нестандартными размерами клапана или усилением в определённой зоне — это признак серьёзного подхода. Упомянутая китайская компания в своей деятельности как раз акцентирует, что работает по технологии FFS (формирование, наполнение, запайка), что по сути позволяет оперативно менять параметры мешка под задачи заказчика.
Третье — логистика и упаковка самих мешков. PE мешки, будучи упакованными в пачки, сами склонны к слёживанию. Их нужно правильно перевозить, чтобы они не деформировались ещё до начала использования. Лучше, когда поставщик пакует их на жёсткие картонные листы и стягивает в термоусадочную плёнку — это сохраняет геометрию. По опыту, мешки, приехавшие смятыми в простом мешке-биг-беге, потом и на линии фасовки будут идти с перебоями.
Итог: идеального мешка нет, есть адекватный выбор под задачу
Вернёмся к нашему PE грузонесущему клапанному мешку с квадратным дном. Это не универсальное решение, а инструмент под конкретные условия. Для гигроскопичных продуктов, для которых критична влагозащита — он часто лучший выбор среди полимерных мешков. Для очень тяжёлых или абразивных продуктов, возможно, стоит рассмотреть комбинированные варианты с включением тканых слоёв или усиленным PP.
Главный вывод, который можно сделать, проработав с этой тарой не один год: нельзя экономить на этапе разработки технического задания. Нужно максимально подробно описать продукт (крупность, абразивность, гигроскопичность), условия фасовки (автомат/полуавтомат, скорость), логистику (высота падения, способ погрузки) и хранения (температура, влажность, высота штабеля, срок). Тогда и производитель, будь то местный или китайский специализированный завод, сможет предложить оптимальное по цене и качеству решение.
И последнее: всегда тестируйте. Заказали партию в 10 тысяч? Возьмите 50 штук и устроите им ад на своём складе — пошвыряйте, поскладируйте, оставьте под дождём на пару дней. Только так, а не по красивым цифрам в паспорте, можно понять, что ты на самом деле покупаешь. В этом и заключается вся разница между просто ?мешком? и надёжной грузонесущей упаковкой, которая доставит продукт в целости и сохранности.
Соответствующая продукция
Соответствующая продукция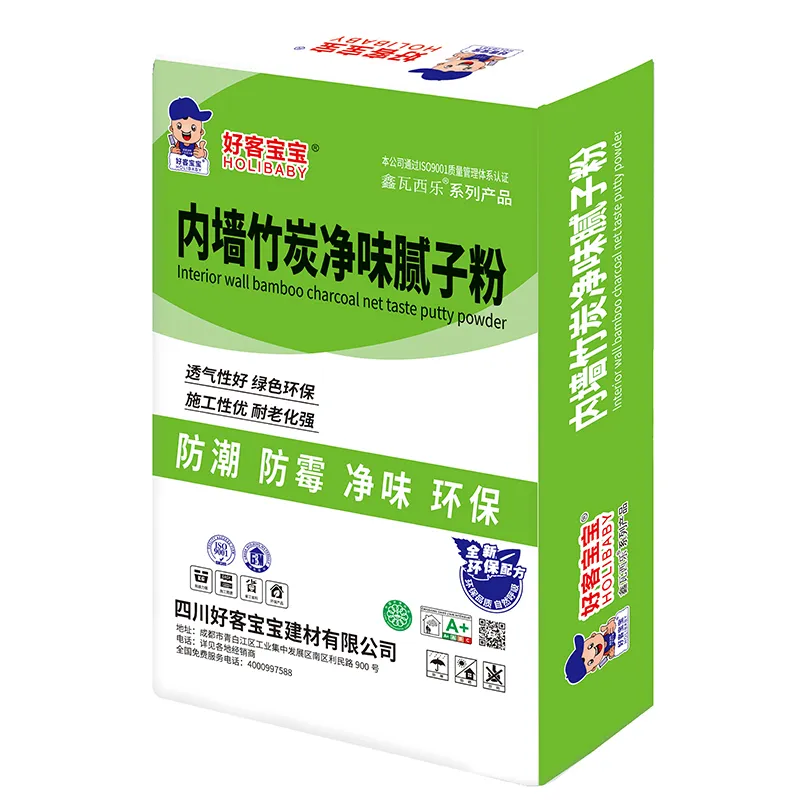


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- Универсальный мешок для гранулированного корма
- Складируемый мешок
- Электропроводящий тканый мешок
- Прозрачный тканый мешок
- Мешок для металлического порошка
- Мешок для муки
- размеры мешка полиэтилен 25 кг для удобрения
- Антистатический тканый мешок
- Полипропиленовый тканый мешок
- Химстойкий внутренний мешок для химической продукции