





PE Полиэтиленовый композитный пакет с квадратным дном и клапаном
Когда слышишь это полное название, многие сразу думают о простом упаковочном решении — типа, взял полиэтилен, сделал дно квадратным, пришил клапан, и готово. Но на практике, особенно когда речь идет о сыпучих материалах вроде минерального порошка или химического сырья, это целая история с подводными камнями. Сам долгое время считал, что ключевое — это барьерные свойства, пока не столкнулся с партией, где проблемы начались именно с углов квадратного дна и негерметичности клапана после фасовки на высокой скорости. Это заставило пересмотреть подход.
Квадратное дно: где кроется сложность
Казалось бы, что может быть проще — сделать дно плоским, чтобы мешок устойчиво стоял. Но в случае с PE полиэтиленовым композитным пакетом важно не просто склеить или сварить шов. Композитная структура, особенно с включением барьерных слоев, ведет себя при термосварке иначе, чем мономатериал. Если перегреть — внутренний слой может потечь, ослабив барьер. Недостаточный нагрев — шов получится хрупким. И это еще без учета того, что нагрузка на углы квадратного дна при паллетировании распределяется иначе.
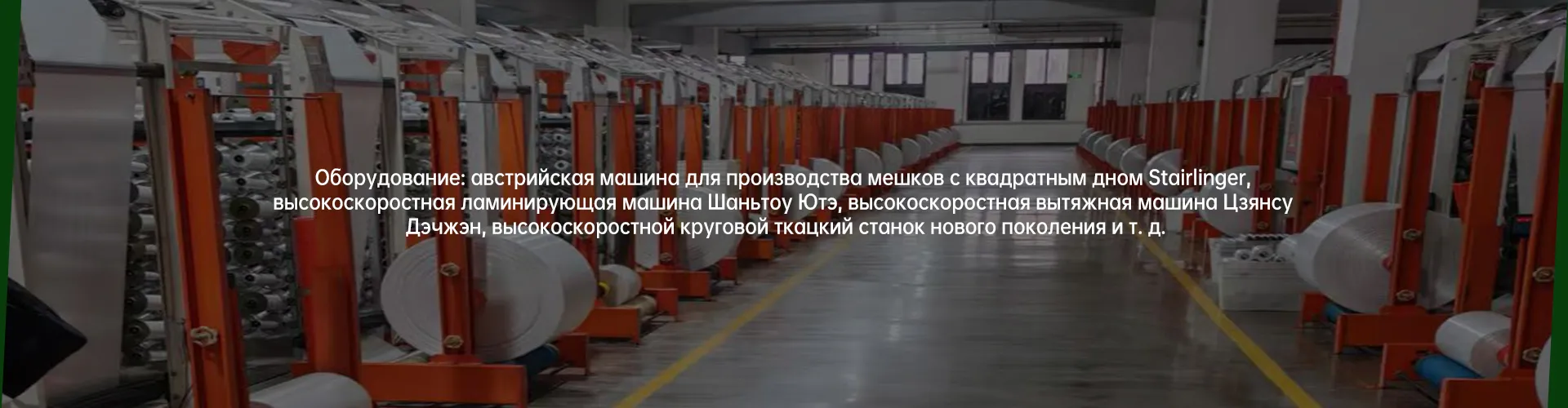
У нас был случай с заказом на упаковку активного минерального порошка. Клиент жаловался на несколько процентов брака — мешки расходились именно по шву квадратного дна после погрузки на паллеты. Стали разбираться. Оказалось, проблема была в комбинации: использовался композит PE/PE с барьерным слоем, но при высокой скорости линии FFS (Form-Fill-Seal) настройки температуры сварки дна не успевали адаптироваться к колебаниям толщины пленки в рулоне. Пришлось вместе с технологами настраивать профиль нагрева, учитывая не только среднюю толщину, но и допустимые отклонения по краям полотна. Это тот нюанс, который в спецификациях часто упускают.
Именно поэтому в работе с такими продуктами, как у ООО Сычуань Вэйцзянь Пластик (их сайт — https://www.scwjsy.ru), где заявлено производство многослойных комбинированных мешков из высокобарьерного PE, важно смотреть не только на сырье, но и на технологические допуски, которые производитель закладывает в процесс. Китайские коллеги часто имеют большой опыт именно в скоростной фасовке, и их практические наработки по сварке сложных композитов могут быть ценнее формальных сертификатов.
Клапан: от удобства до точки отказа
Клапан в таком мешке — это не просто отверстие для засыпки. Это сложный узел, который должен быть герметичным после заполнения, но при этом обеспечивать легкий и чистый процесс фасовки. Основная ошибка — рассматривать клапан отдельно от всего пакета. Его конструкция, расположение и метод встраивания в боковой шов напрямую влияют на прочность всего изделия.
Вспоминается проект по упаковке удобрений. Заказчик хотел пакет с квадратным дном и клапаном для автоматической линии. Мы изначально выбрали конструкцию с клапаном, встроенным в сварной шов. На тестах все было хорошо. Но при запуске в цеху с высокой влажностью и пылью начались проблемы: частицы удобрений попадали в зону сварки клапана, нарушая герметичность. Стало ясно, что нужен клапан с более сложной конструкцией — с защитными отворотами или выполненный из материала с иными электростатическими свойствами, чтобы отталкивать пыль. Это увеличило стоимость, но решило проблему простоя линии.
Здесь опять же полезно изучать ассортимент специализированных производителей. На том же scwjsy.ru в описании продукции видно, что они делают акцент на клапанные мешки именно для химического сырья и минерального порошка. Это косвенно указывает на то, что они, вероятно, сталкивались и прорабатывали решения для проблем, связанных с агрессивной или абразивной средой, что для конечного пользователя часто важнее абстрактных 'высоких технологий'.
Композит PE: почему не всегда 'чем больше слоев, тем лучше'
Полиэтиленовый композит — это не волшебная панацея. Часто встречаю запросы на 'самый барьерный, самый прочный' мешок. Но для того же цемента или гипса избыточная барьерность по влаге может сыграть злую шутку, если внутри упаковки останется конденсированная влага. Важен баланс.
В одном из наших прошлых проектов для пищевых продуктов (не совсем по теме, но принцип тот же) мы использовали пятислойный барьерный композит. И столкнулись с тем, что при транспортировке в условиях перепада температур внутри мешка создавалось избыточное давление, и швы начинали 'дышать'. Для инертного минерального порошка это не критично, но для того же химического сырья, чувствительного к окислению, — катастрофа. Пришлось добавлять микро-перфорацию в определенных зонах, что усложнило производство.
Поэтому, глядя на продукцию ООО Сычуань Вэйцзянь Пластик, где заявлены многослойные комбинированные мешки, стоит задавать вопросы не о количестве слоев, а о конкретной комбинации: какой именно высокобарьерный PE используется? Есть ли в структуре слои, регулирующие прочность на разрыв или растяжение? Подходит ли данная комбинация для виброуплотнения продукта на линии? Ответы на эти вопросы показывают глубину проработки продукта.
FFS технология и реальность цеха
Технология FFS (формирование-наполнение-запайка) — это стандарт для автоматических линий. Но PE композитный пакет, особенно с клапаном, создает здесь свои вызовы. Пленка в рулоне должна иметь идеальную намотку, чтобы не было перекосов при формировании мешка. Адгезия между слоями композита должна выдерживать напряжение при размотке на высокой скорости.
Был у меня негативный опыт с поставкой рулонов композитной пленки от одного европейского поставщика. На бумаге — все идеально. На линии FFS начались постоянные обрывы. Причина оказалась в том, что при намотке рулона на заводе-изготовителе было чрезмерное натяжение, которое привело к микродеформациям внутреннего слоя. На низких скоростях это не проявлялось, а на рабочих — пленка рвалась. Пришлось вводить дополнительный контроль натяжения при размотке уже у нас в цеху.
Это к вопросу о выборе поставщика. Когда видишь, что компания, как китайская ООО Сычуань Вэйцзянь Пластик, прямо указывает специализацию на производстве клапанных мешков по технологии FFS, это говорит о том, что они, скорее всего, оптимизируют свои процессы именно под эти требования — стабильность пленки в рулоне, точность раскроя, воспроизводимость сварки клапана. Для оператора линии это часто важнее, чем небольшая разница в цене за штуку.
Итог: критерии выбора за рамками цены
Так к чему же все это? PE полиэтиленовый композитный пакет с квадратным дном и клапаном — это система, а не набор фич. Выбирая его, нельзя смотреть только на цену или на базовые спецификации вроде размера и толщины. Нужно смотреть на то, как продукт ведет себя в связке с вашей конкретной линией фасовки, с вашим конкретным продуктом и в условиях вашей логистики.
Опытные производители, будь то в Китае, как упомянутая компания, или где-либо еще, ценны именно своей накопленной базой частных случаев и решений. Их сайт https://www.scwjsy.ru и описание — это лишь отправная точка. Настоящий разговор должен начинаться с обсуждения скорости вашей линии, гранулометрии порошка, условий хранения и даже типа погрузчика, который будет ставить заполненные мешки на паллету.
В конечном счете, надежный мешок — это тот, о проблемах с которым вы никогда не узнаете, потому что они были предусмотрены и решены на этапе его разработки и производства. А это требует от поставщика не просто продавать пленку, а понимать весь технологический цикл своего клиента. Вот на это и стоит обращать внимание в первую очередь.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продуктыСвязанный поиск
Связанный поиск- мешки тканые полипропиленовые
- Пленочные мешки из ПЭ/ПП для химикатов
- бумага для мешков с цементом
- Мешок для цемента
- Тканый мешок с индивидуальной печатью
- Усиленный клапанный мешок с квадратным дном
- мешок для строительного мусора тканый
- Устойчивый к раздиру ламинированный PE-мешок
- Складируемый тканый мешок
- производство мешков для цемента